चेतावणी:
1. पॉवर चालू केल्यानंतर आवाज येत नसल्यास (मोटर सुरू होत आहे), कृपया ताबडतोब पॉवर बंद करा आणि मोटर आणि वायर तपासा!
2. मशीन काम करत असताना किंवा मशीनमध्ये अंतर्गत दबाव असताना मशीन काढू किंवा दुरुस्त करू नका!
3. चाचणी ओव्हरलोड करू नका!
4. टाकी आणि ऑइल लाइन धुळीपासून दूर ठेवा!
विहंगावलोकन:
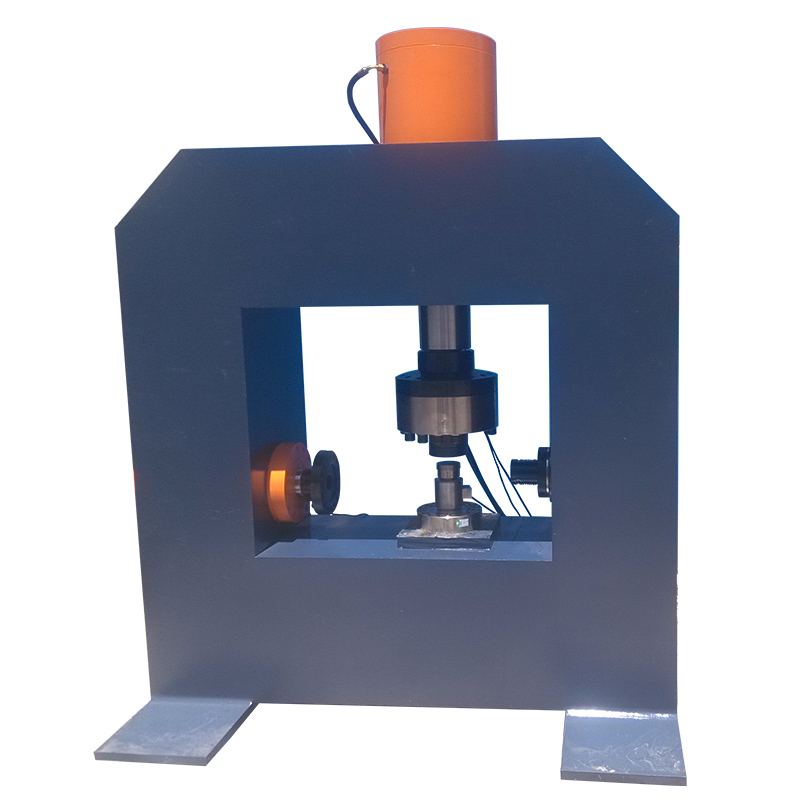
इलेक्ट्रिक रॉक स्ट्रेस डायरेक्ट शीअर इन्स्ट्रुमेंट राष्ट्रीय उद्योग मानक (SL264-2001) "पाणी संवर्धन आणि जलविद्युत अभियांत्रिकीसाठी रॉक टेस्ट रेग्युलेशन", (JTG E41-2005) "महामार्ग अभियांत्रिकी" च्या तरतुदींनुसार विकसित केले आहे रॉक टेस्ट रेग्युलेशन्स"
इन्स्ट्रुमेंट फ्लॅट पुशिंग पद्धतीचा अवलंब करते, जे प्रामुख्याने रॉक ब्लॉक, स्ट्रक्चरल प्लेन (जसे की जॉइंट प्लेन, इन-लेयर, इन-स्लाइस, क्रॅक पृष्ठभाग इ.) च्या डायरेक्ट शीअर टेस्टसाठी योग्य आहे आणि काँक्रीट (किंवा मोर्टार) आणि खडक यांच्यातील संपर्क पृष्ठभाग (बॉन्डिंग पृष्ठभाग), तसेच काँक्रीट आणि इतर दरम्यानच्या संयुक्त पृष्ठभागाची कातरणे ताकद चाचणी साहित्य त्याची संरचनात्मक गुणधर्म चाचणी तपशीलाच्या आवश्यकता पूर्ण करतात.
संविधान
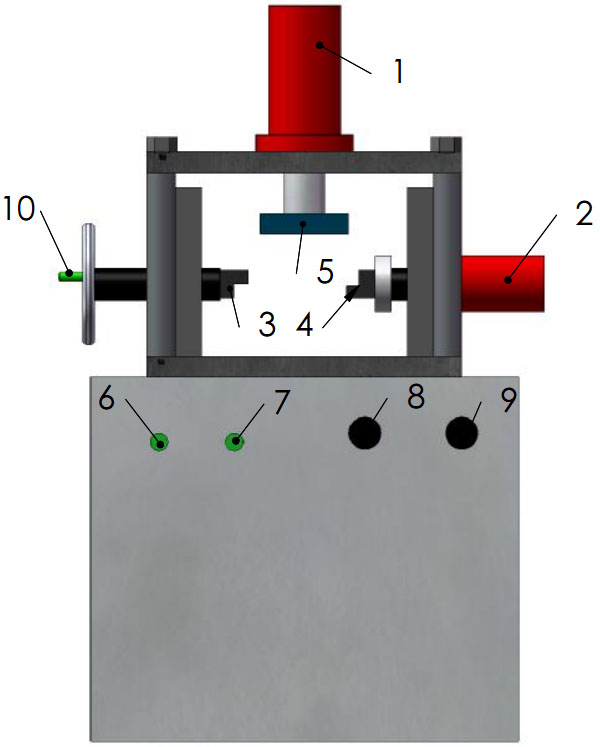
1.सामान्य लोड हायड्रो-सिलेंडर;
2.लॅटरल लोड हायड्रो-सिलेंडर;
3.डावी कातरणे उपकरणे:
10व्या भागाद्वारे नियंत्रित (हात-चाक); डावीकडे किंवा उजवीकडे हलवा;
4.उजवी कातरणे उपकरणे:
9व्या भागाद्वारे नियंत्रित (लॅटरल लोडचे वाल्व); जलद किंवा हळूहळू हलवा;
7व्या भागाद्वारे नियंत्रित (पार्श्व लोडचे स्विच); डावीकडे किंवा उजवीकडे हलवा;
5.प्रेशर प्लेट:
8व्या भागाद्वारे नियंत्रित (सामान्य लोडचा झडप); जलद किंवा हळूहळू हलवा;
6व्या भागाद्वारे नियंत्रित (सामान्य लोडचे स्विच); वर किंवा खाली हलवा;
6.सामान्य लोडचे स्विच:
डावीकडे वळा, 5वा भाग वर जा;उजवीकडे वळा,5वा भाग खाली हलवा;
7.लॅटरल लोडचे स्विच:
डावीकडे वळा, 4था भाग डावीकडे हलवा(पुढे); उजवीकडे वळा, चौथा भाग उजवीकडे हलवा (मागे);
8.सामान्य लोडचे वाल्व:
घड्याळाच्या दिशेने वळवा, 5 वा भाग हळूहळू हलवा; घड्याळाच्या उलट दिशेने वळा, 5 वा भाग वेगाने हलवा;
9.लॅटरल लोडचे वाल्व:
घड्याळाच्या दिशेने वळा, चौथा भाग हळूहळू हलवा; घड्याळाच्या विरुद्ध दिशेने वळा, चौथा भाग वेगाने हलवा;
10. हँड-व्हील:
ते फिरवा, 3रा भाग डावीकडे किंवा उजवीकडे हलवा;
तपशील
{७९१६०६९}
|
1.सामान्य लोडचे स्विच
सामान्य लोड
वर स्टॉप डाउन
|
3.सामान्य लोडचे वाल्व
सामान्य लोड
चालू ←→ बंद
|
{४६५५३४०}
 |
 |
{४६५५३४०}
|
2.लॅटरल लोडचे स्विच
पार्श्व लोड
फॉरवर्ड स्टॉप मागे
|
4.लॅटरल लोडचे वाल्व
पार्श्व लोड
चालू ←→ बंद
|
{४६५५३४०}
 |
 |
{४६५५३४०}
मुख्य तांत्रिक मापदंड:
सामान्य लोड: 0~500kN
सामान्य ओव्हरलोड संरक्षण: ओव्हर फुल लोड 2%
सामान्य कार्यरत स्ट्रोक S: 0~100mm
पार्श्व भार: 0~300kN
पार्श्व ओव्हरलोड संरक्षण: ओव्हर फुल लोड 2%
क्षैतिज कार्यरत स्ट्रोक S: 0~150mm
सामान्य जागा: ≤450mm
क्षैतिज जागा: ≤200mm
शिअर लोड गती: 0~30KN/S (ॲडजस्टेबल)
लोड इंडिकेशन मोड: मायक्रो कॉम्प्युटर स्क्रीन डिस्प्ले
लोड संकेत अचूकता: 0.1KN
विस्थापन मापन: मायक्रो कॉम्प्युटर संपादन
लोडिंग मोड:
सामान्य: मायक्रो कॉम्प्युटर कंट्रोल इलेक्ट्रो-हायड्रॉलिक सर्वो व्हॉल्व्ह (मॅन्युअली देखील असू शकते);
ट्रान्सव्हर्स: मॅन्युअल हायड्रॉलिक व्हॉल्व्ह;
Lenovo PC (CL E3400 1G DDR2 160G DVD 19 "LCD)
HP इंकजेट प्रिंटर
मोटर पॉवर: 1kW+1kW
कार्यरत व्होल्टेज: थ्री-फेज फोर-वायर सिस्टम 380V 50Hz(थ्री-फायर झिरो)
वजन: 2200kg
आकारमान: 1500×900×1735mm
उपकरणे कामाची परिस्थिती
1. वीज पुरवठा: तीन फेज आणि चार वायर
तीन लाइव्ह वायर, एक शून्य रेषा
2.वायरिंग व्याख्या: तपकिरी - थेट वायर, पिवळा - थेट वायर, निळा - थेट वायर, काळा - शून्य रेखा
3. मुख्य मोटर पॉवर: 2.2kW एकूण;
4. कमाल . सामान्य लोड: 500kN;
5. कमाल पार्श्व भार: 300kN;
6.हायड्रॉलिक तेल: 46# हायड्रॉलिक ऑइल@थंड क्षेत्र किंवा हंगाम; 68# हायड्रोलिक तेल @ गरम क्षेत्र किंवा हंगाम;
ऑइल बेअरिंग: 40L;
7. मशीनचे वजन: सुमारे 2000kg;
8. कंपनमुक्त वातावरणात.
9. पॉवर सप्लाय व्होल्टेज चढउतार श्रेणी रेट केलेल्या व्होल्टेजच्या ±10% पेक्षा कमी आहे.
10. पाया गुळगुळीत आणि मजबूत असावा.
चाचणी रन:
1. इंधन भरणे: तेल 46# अँटी-वेअर हायड्रॉलिक तेल स्वीकारते, रिफ्यूलिंग होल इन्स्ट्रुमेंटच्या डाव्या मागील बाजूस आहे, डाव्या मागील कव्हर प्लेट उघडा, रिफ्यूलिंग पोर्टचे संरक्षणात्मक कव्हर उघडा तेल टाकी, आणि इंधन भरणे शक्य आहे, तेलाची रक्कम सुमारे 40L आहे.
2. पॉवर कनेक्शन: कृपया थ्री-फेज पॉवर सप्लाय घट्टपणे कनेक्ट करा, फेज गमावू नका.
3. चाचणी रन:
एअर स्विच बंद केल्यानंतर, तेल पंप ताबडतोब सुरू होतो, आणि सिस्टममध्ये त्वरित हायड्रॉलिक तेलाचा प्रवाह होतो; परिस्थिती सामान्य असल्यास, मॅन्युअल रिव्हर्सिंग व्हॉल्व्हद्वारे दर्शविल्याप्रमाणे कार्यरत पिस्टन ऑपरेट करू शकतो:
1. सामान्य स्विचमध्ये तीन स्थान असतात, ज्यामध्ये "वर" पिस्टन वर जातो, "स्टॉप" पिस्टन थांबतो आणि "खाली" पिस्टन खाली जातो.
लॅटरल स्विचच्या तीन पोझिशन्स आहेत, ज्यामध्ये "डावीकडे" पिस्टन डावीकडे चालतो, "स्टॉप" पिस्टन थांबतो आणि "उजवा" पिस्टन सिलेंडरकडे परत येतो.
जर मोटर चालू असेल आणि पिस्टन हलत नसेल, तर मोटार उलटली जाऊ शकते आणि वीज पुरवठ्याचा फेज क्रम समायोजित केला जाऊ शकतो.
(टीप: प्रत्येक रिव्हर्सिंग व्हॉल्व्ह स्पीड कंट्रोल "ऑइल फीड व्हॉल्व्ह" ने सुसज्ज आहे, उघडण्याची खात्री करा, अन्यथा पिस्टन हलणार नाही)
पद्धत आणि ऑपरेशन क्रम (मॅन्युअल) वापरा (इलेक्ट्रो-हायड्रॉलिक सर्वो मॉडेल्ससाठी वगळले जाऊ शकते)
1. सामान्य आणि क्षैतिज "तेल पुरवठा झडपा" घट्ट (बंद) आहेत आणि दोन स्विचिंग स्विच "स्टॉप" स्थितीत असल्याची खात्री करा.
2. "एअर स्विच" (थ्री-फेज स्विच) उघडा, तेल पंप तेल पुरवठा करण्यास प्रारंभ करतो, डिजिटल डिस्प्ले मीटरचा वीज पुरवठा चालू करतो आणि सेन्सर कनेक्शन लाइन कनेक्ट करतो.
3. चाचणी ब्लॉक "टेस्ट मोल्ड बॉक्स" सह "रोलर रो" (कमी घर्षण प्रणाली) वर स्थापित करा जेणेकरून ते मध्यभागी असेल (सामान्य पिस्टन थेट "फोर्स ट्रान्सफर पॅड" च्या खाली).
टीप: 1) नमुने आणि शिअर बॉक्सच्या आतील भिंतीमधील अंतर फिलरने भरले आहे, जेणेकरून नमुना आणि शिअर बॉक्स संपूर्ण बनतील. पूर्वनिश्चित कातरणे विमान कातरणे संयुक्त मध्यभागी स्थित पाहिजे.
2) सामान्य लोड आणि शिअर लोडच्या क्रियेची दिशा पूर्वनिर्धारित शिअर प्लेनच्या भौमितिक केंद्रातून गेली पाहिजे.
4. सामान्य विस्थापन मीटर आणि क्षैतिज विस्थापन मीटर घट्टपणे ठेवलेले आहेत, आणि मापन रॉडचा पूर्ण भाग कातरणे विकृतीच्या प्रभाव श्रेणीच्या बाहेर सेट करणे आवश्यक आहे.
5. "सामान्य स्विचिंग स्विच" "खाली" स्थितीत समायोजित करा, हळूहळू "सामान्य तेल पुरवठा झडप" सोडा, जेणेकरून सामान्य शक्ती हळूहळू वाढते, दाब मूल्य थेट संगणकावर वाचता येते , ऑइल सप्लाई व्हॉल्व्ह त्याचा दाब राखण्यासाठी बारीक ट्यून करा, डिस्प्लेसमेंट व्हॅल्यू वाचा आणि रेकॉर्ड करा.
(सामान्य बल स्थिरता सुनिश्चित करण्यासाठी तेल पुरवठा झडप योग्यरित्या ट्यून केले जाऊ शकते)
टीप:
मानकानुसार:
1) पद्धतीचे कमाल बल अभियांत्रिकी दाबाच्या 1.2 पट असावे. स्ट्रक्चरल प्लेनमध्ये कमकुवत भराव असलेल्या नमुन्यांसाठी, जास्तीत जास्त सामान्य भार फिल बाहेर न काढण्यापर्यंत मर्यादित असावा. सामान्य लोड ग्रेडच्या संख्येनुसार श्रेणीबद्ध केले पाहिजे, ग्रेडची संख्या 5 पेक्षा कमी नसावी, प्रत्येक स्तर 3 नमुने.
2) एकत्रीकरणाची आवश्यकता नसलेल्या नमुन्यांसाठी, सामान्य भार एकदा लागू केला जाऊ शकतो आणि सामान्य विस्थापन लगेच मोजता येते.
मानकानुसार चाचणी करण्यासाठी विशिष्ट तरतुदी.
6. नमुन्याच्या एका टोकाची कातरणे पृष्ठभाग घट्ट करण्यासाठी ट्रान्सव्हर्स हँडव्हील समायोजित करा.
7. "ट्रान्सव्हर्स फोर्स स्विच" "डावीकडे" स्थितीत समायोजित करा, तेल पुरवठा झडप हळूहळू सोडा, जेणेकरून कातरणे बल एका विशिष्ट वेगाने (0.4MPa/मिनिट) वाढेल. (विशिष्ट गती मानकानुसार व्यक्तिचलितपणे समायोजित केली जाते)
टीप:
शिअर लोड लागू करा:
1) अंदाजे कमाल शिअर लोड 10~12 टप्प्यात विभागले गेले आहे. लोडचा प्रत्येक टप्पा लागू केल्यानंतर, कातरणे विस्थापन आणि सामान्य विस्थापन ताबडतोब मोजले जाते आणि कातरणे लोडचा पुढील टप्पा 5 मिनिटांनंतर पुन्हा लागू केला जाऊ शकतो. जेव्हा कातरणे विस्थापन लक्षणीयरीत्या वाढते, तेव्हा स्टेज फरक योग्यरित्या कमी केला जाऊ शकतो. शिखरापूर्वी लागू केलेले शिअर लोड 10 पातळीपेक्षा कमी नसावे.
2) नमुना कापल्यानंतर, कातरणे विस्थापन सारणी समायोजित केली जाते, आणि घर्षण चाचणी वरील नियमांनुसार समान सामान्य तणावाखाली केली जाते. आवश्यक असल्यास, एकल बिंदू घर्षण चाचणी पार पाडण्यासाठी सामान्य ताण बदलला जाऊ शकतो.
8. चाचणीनंतर कातरण पृष्ठभागाचे वर्णन:
A. कातरणे पृष्ठभागाचे क्षेत्र अचूकपणे मोजा.
B. कातरण पृष्ठभागाचे नुकसान, स्क्रॅचचे वितरण, दिशा आणि लांबी तपशीलवार वर्णन केले आहे.
C. कातरण पृष्ठभागाच्या चढउताराचा फरक मोजला जातो आणि कातरण्याच्या दिशेसह विभागाच्या उंचीचा वक्र काढला जातो.
D. स्ट्रक्चरल प्लेनमध्ये फिलर असताना, शिअर प्लेनची स्थिती अचूकपणे तपासली गेली पाहिजे आणि त्याची रचना, गुणधर्म, जाडी आणि रचना यांचे वर्णन केले पाहिजे. आवश्यकतेनुसार फिलचे भौतिक गुणधर्म निश्चित करा.
या चाचणीमध्ये, समांतर मापनासाठी किमान 3 पेक्षा जास्त नमुने वापरले गेले.
देखभाल, देखभाल, अपघात काढून टाकणे
1. इन्स्ट्रुमेंट घरामध्ये वापरावे.
2. हलणारे भाग मोकळेपणाने फिरत राहण्यासाठी वारंवार पुसून टाका.
3. फास्टनिंग भाग सैल झाल्यावर दुरुस्त करा आणि घट्ट करा.
4. तेल एका वर्षाच्या वापरानंतर त्याच प्रकारच्या तेलाने बदलले पाहिजे.
5. चाचणी पूर्ण झाल्यानंतर, रिव्हर्सिंग व्हॉल्व्ह शक्य तितक्या लवकर "स्टॉप" स्थितीत परत केले जावे, जेणेकरून तेल पंप कोणत्याही भाराखाली चालू राहील.
6. वापरात, प्रेशर गेज किंवा डिजिटल डिस्प्ले मीटरवर कोणतेही दाब संकेत नाहीत किंवा सिलेंडर काम करत नाही:
1) टक्कर झाल्यामुळे प्रेशर गेज खराब झाले आहे किंवा डिजिटल डिस्प्ले मीटर सेन्सर केबलला जोडलेले नाही.
2) तेल पंप नाही:
अ. हिवाळ्यातील तेलाची स्निग्धता मोठी असते, उन्हाळ्यातील तेलाची स्निग्धता लहान असते.
ब. तेल पंप अंतर्गत तेल गळती बोल्ट घट्ट नाही.
c. थ्री-फेज व्होल्टेजचा टप्पा चुकीचा आहे, आणि दोन वस्तूंची अनियंत्रितपणे देवाणघेवाण केली जाऊ शकते.
सात. गळती: ट्यूबिंग जॉइंट लीकेजमध्ये दीर्घकालीन वापर होईल, "ओ" रिंग एजिंग होऊ शकते, कंपोझिट रिंग एजिंग होऊ शकते, बदलणे योग्य आहे.
चाचणी कशी करावी
1. पॉवर चालू करा: मशीन आणि पीसीचे;
2. सॉफ्टवेअर चालवा;
3. तुम्ही चाचणी करू इच्छित असलेला परम सेट करा, जसे:
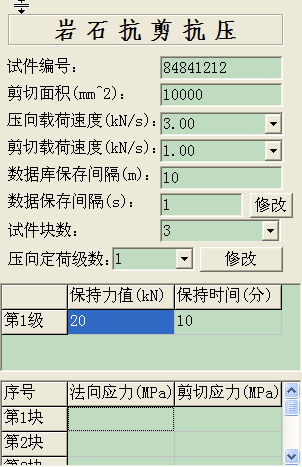
4.खालील प्रेशर प्लेटमध्ये नमुने ठेवा; पार्श्व लोडचे वाल्व बंद असल्याची खात्री करा!
5.सामान्य लोड स्विच उजवीकडे वळवा, आणि सामान्य लोड व्हॉल्व्ह चालू करा (थोडेसा उलट दिशेने वळा), नंतर प्रेशर प्लेट खाली हलवा; प्रेशर प्लेट नमुन्यांच्या संपर्कात आल्यावर, सामान्य लोड वाल्व बंद करा; स्टार्ट बटणावर क्लिक करा, नंतर वरील चरण 3 मध्ये प्रीसेट केलेला दबाव लोड करण्यासाठी पीसी सर्वो वाल्व नियंत्रित करेल; सामान्य लोडचा स्विच उजवीकडे वळला होता! पार्श्व लोडचे वाल्व बंद असल्याची खात्री करा!
6.जेव्हा VForce(VForce = नॉर्मल लोड) क्षेत्राने वरील चरण 3 मध्ये प्रीसेट केलेला दबाव प्रदर्शित केला: आणि जेव्हा VForce जास्त बदलत नाही, तेव्हा वरील तिसरा भाग बनवण्यासाठी हँड-व्हील फिरवा 3रा भाग नमुन्यांच्या संपर्कात येईपर्यंत उजवीकडे हलवा. सामान्य लोडचा स्विच उजवीकडे वळला होता! पार्श्व लोडचे वाल्व बंद असल्याची खात्री करा!
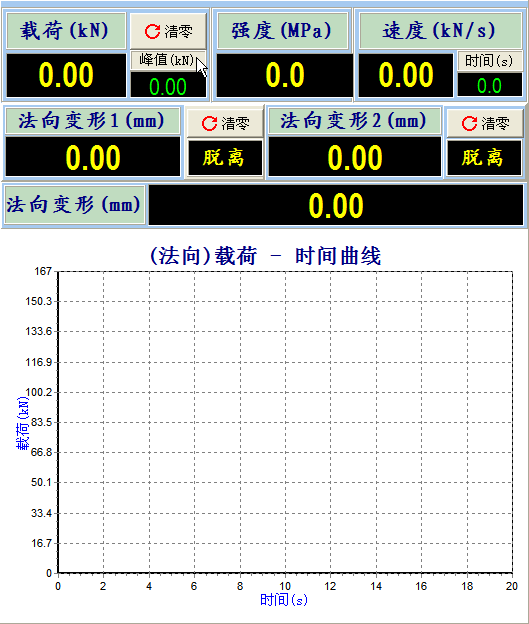

7. प्रदर्शित होणाऱ्या VDefor साफ करण्यासाठी बटणावर क्लिक करा; सामान्य लोडचा स्विच उजवीकडे वळला होता! पार्श्व लोडचे वाल्व बंद असल्याची खात्री करा!

8. डायल इंडिकेटर नमुन्यांच्या डाव्या बाजूला लंब ठेवा, प्रदर्शित होणारा HDe साफ करण्यासाठी बटणावर क्लिक करा;

9. डेटा रेकॉर्ड करण्यासाठी तयार होण्यासाठी बटणावर क्लिक करा; सामान्य लोडचा स्विच उजवीकडे वळला होता!
10. लेटरल लोडचा स्विच डावीकडे वळवा, आणि पार्श्व लोडचा वाल्व चालू करा, नंतर उजवी कातरणे उपकरणे डावीकडे हलवा, जेव्हा ते नमुन्यांशी संपर्क साधतील तेव्हा उजवीकडे कातरणे उपकरणे हलवा. हळू हळू;
11. जेव्हा नमुने तुटले किंवा चाचणी पूर्ण झाली, तेव्हा थांबण्यासाठी बटणावर क्लिक करा; डेटा जतन करा.
12. पार्श्व लोड थांबवण्यासाठी बटणावर क्लिक करा आणि पार्श्व लोड थांबेल.
13. उजवी कातरणे उपकरणे उजवीकडे हलविण्यासाठी पार्श्व लोडचे स्विच उजवीकडे वळवा आणि उजव्या कातरण उपकरणे थांबल्यानंतर मध्यम स्थितीत पार्श्व लोडचे स्विच चालू करण्याचे लक्षात ठेवा;
14. VForce शून्यावर बंद झाल्यावर, सामान्य लोडचा स्विच डावीकडे वळा आणि प्रेशर प्लेट वर जाण्यासाठी सामान्य लोडचा वाल्व चालू करा; जेव्हा प्रेशर प्लेट थांबते, तेव्हा सर्व स्विचेस आणि वाल्व्ह बंद करा!

 English
English
 Español
Español
 Português
Português
 русский
русский
 français
français
 日本語
日本語
 Deutsch
Deutsch
 Italiano
Italiano
 Nederlands
Nederlands
 ไทย
ไทย
 Polski
Polski
 한국어
한국어
 Svenska
Svenska
 magyar
magyar
 Malay
Malay
 বাংলা
বাংলা
 Dansk
Dansk
 Suomi
Suomi
 Pilipino
Pilipino
 Gaeilge
Gaeilge
 عربى
عربى
 norsk
norsk
 اردو
اردو
 čeština
čeština
 Ελληνικά
Ελληνικά
 Українська
Українська
 فارسی
فارسی
 தமிழ்
தமிழ்
 తెలుగు
తెలుగు
 नेपाली
नेपाली
 Burmese
Burmese
 български
български
 ລາວ
ລາວ
 Latine
Latine
 Қазақ
Қазақ
 Euskal
Euskal
 Azərbaycan
Azərbaycan
 slovenský
slovenský
 Македонски
Македонски
 Lietuvos
Lietuvos
 Eesti Keel
Eesti Keel
 Română
Română
 Slovenski
Slovenski
 मराठी
मराठी
 Српски
Српски
 עִברִית
עִברִית
 icelandic
icelandic
 Беларус
Беларус
 Монгол хэл
Монгол хэл
 Javanese
Javanese


















")



