1. डिझाइन अटी
1) उत्पादन वैशिष्ट्ये: 32 इंच-85 इंच;
2) वीज पुरवठा: तीन-फेज 380V10% सिंगल-फेज 220V 50Hz
3) प्लांटमध्ये 1 ohm ग्राउंड पॉइंट आणि 4 ohm ESD ग्राउंड राखून ठेवा.
4) बाहेरील पर्यावरणीय परिस्थिती: आर्द्रता 50%-90%RH, तापमान -10-40℃.
5) स्वच्छ कार्यशाळेच्या कामाच्या परिस्थिती: तापमान 23±2℃, आर्द्रता 60±5%RH
6) बॅकलाइट आणि मॉड्यूल असेंब्ली क्षेत्राचा पुढील भाग स्वच्छता: 100k
7) मॉड्यूल बॅक सेक्शन आणि मॉड्यूल डिटेक्शन एरियाची स्वच्छता: तुलनेने स्वच्छ
8) कमाल बेअरिंग वजन: 50Kg (प्रत्येक टूलिंग प्लेट -PALLAT, टूलिंग आणि टूलिंग प्लेटशिवाय), संपूर्ण ओळीत एकसमान.
9) संकुचित हवा (CDA): 0.4-0.6Mpa.
10) आवाज: एक मीटर अंतरावरील स्थिर आवाज 60dB पेक्षा जास्त नाही आणि डायनॅमिक आवाज 75dB पेक्षा जास्त नाही.
11) सुरक्षा संरक्षण आणि संरक्षण राष्ट्रीय मानके आणि संबंधित उत्पादनांच्या आवश्यकता पूर्ण केले पाहिजे.
12) लेआउट -लेआउट: प्रक्रिया आकृतीसाठी संलग्नक पहा.
13) स्वच्छ खोलीची उंची: 3000 मिमी
पॅकिंग बॉक्स आकाराचा संदर्भ:
{७९१६०६९}
| श्रेणी |
कमाल आकार/मिमी |
{४६५५३४०}
| 32" |
900*170*550 |
{४६५५३४०}
| 39" |
1100*180*680 |
{४६५५३४०}
| 40" |
1100*190*690 |
{४६५५३४०}
| 43" |
1150*210*710 |
{४६५५३४०}
| 49" |
1300*220*810 |
{४६५५३४०}
| 50" |
1500*220*850 |
{४६५५३४०}
| 55" |
1550*230*900 |
{४६५५३४०}
| 58" |
1550*240*910 |
{४६५५३४०}
| 60" |
1600*250*980 |
{४६५५३४०}
| 65" |
1850*260*1100 |
{४६५५३४०}
| 75" |
1885*399*1218 |
{४६५५३४०}
| 85" |
2100*292*1301 |
{४६५५३४०}
2. उपकरणे वापरा
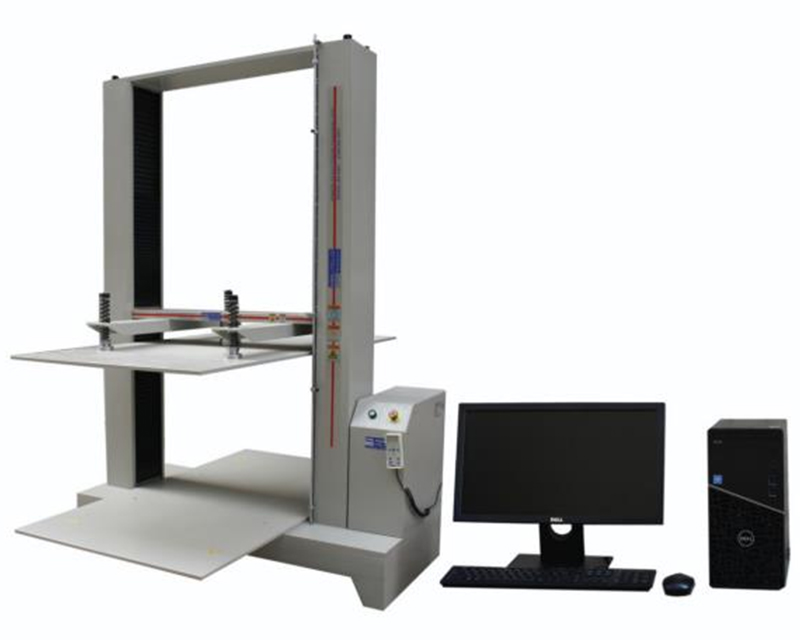
१.१. हे मशीन कोरुगेटेड बॉक्स, हनीकॉम्ब बॉक्स, प्लास्टिक कंटेनर आणि इतर पॅकेजिंग आणि पॅकेजिंग कंटेनरसाठी दबाव, विकृती, स्टॅकिंग चाचणीसाठी योग्य आहे. सर्वो मोटर ड्राइव्हमुळे, बॉल स्क्रू ड्राइव्ह उचलणे आणि कम्प्रेशन प्रक्रिया स्थिर आहे, कमी आवाज, कोणताही थरकाप नाही, चाचणीची अचूकता आणि विश्वासार्हता मोठ्या प्रमाणात सुधारते.
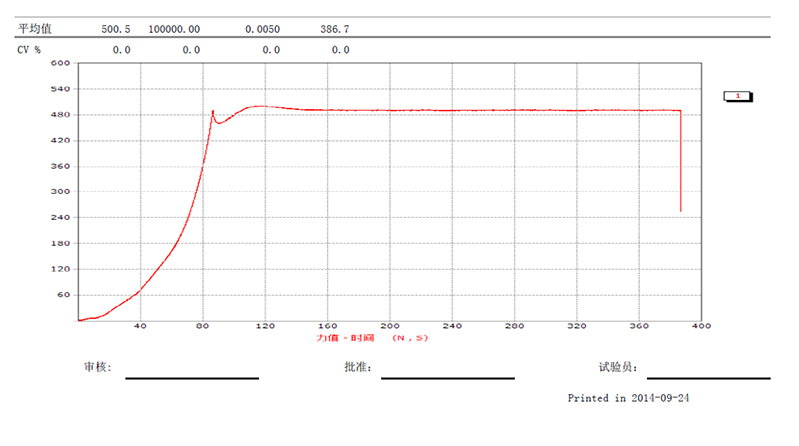
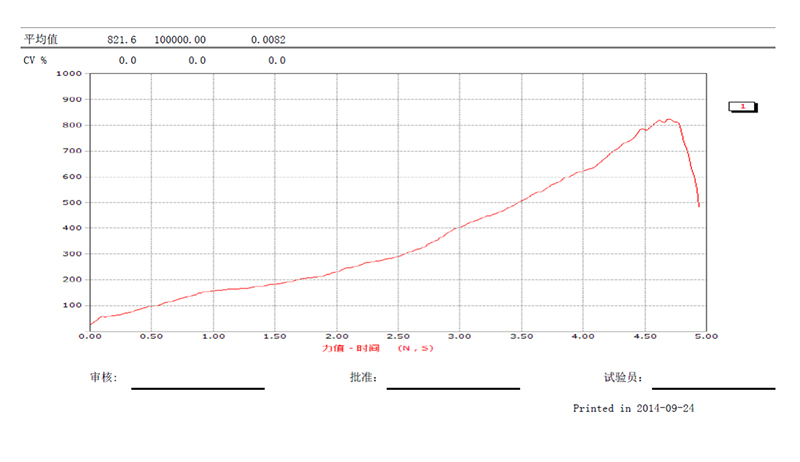
१.२. कार्टन कॉम्प्रेशन चाचणी सॉफ्टवेअर, हे करू शकते: स्टॅकिंग चाचणी (निश्चित लोड, निश्चित वेळ, लोड चढउतार ≤0.25%F.S), कॉम्प्रेशन चाचणी. संपूर्ण-प्रक्रिया रेकॉर्ड फोर्स-डिस्प्लेसमेंट वक्र, फोर्स-टाइम वक्र, विरूपण-वेळ वक्र, संग्रहित केले जाऊ शकते, स्वयंचलितपणे गणना केली जाऊ शकते आणि सुलभ मुद्रणासाठी विशेष चाचणी अहवाल स्वरूपाच्या ग्राहकांच्या आवश्यकतांनुसार सानुकूलित केले जाऊ शकते.
लागू मानक: GB/T4857.4 "पॅकेजिंग - ट्रान्सपोर्ट पॅकेजिंगसाठी प्रेशर टेस्ट मेथड", GB/T4857.16 "ट्रान्सपोर्ट पॅकेजिंगसाठी बेसिक टेस्ट - प्रेशर टेस्ट वापरून पायलिंग टेस्ट मेथड" ISO2874, 2874 च्या समतुल्य , GB/T16491, TPPI-T804, JIS-Z0212;
3. तांत्रिक मापदंड
{४१११९१३८}
{७९१६०६९}
{६३०४३२९}
मॉडेल |
RS-8401-10KN |
{४६५५३४०}
{६३०४३२९}
चाचणी आयटम |
पॅकेजिंग कंटेनर कॉम्प्रेशन, स्टॅकिंग चाचणी |
{४६५५३४०}
{६३०४३२९}
कम्प्रेशन क्षमता |
10kN (1000kgf) |
{४६५५३४०}
{६३०४३२९}
रिझोल्यूशन |
1/500,000 |
{४६५५३४०}
{६३०४३२९}
प्रभावी बल मापन श्रेणी |
0.4% ~ 100% |
{४६५५३४०}
{६३०४३२९}
विस्थापन रिझोल्यूशन |
0.001 मिमी |
{४६५५३४०}
{६३०४३२९}
विरूपण मापन श्रेणी |
1% ते 100%FS |
{४६५५३४०}
{६३०४३२९}
कम्प्रेशन रेट |
0.001~200मिमी/मिनिट |
{४६५५३४०}
{६३०४३२९}
अचूकता |
0.5 वर्ग |
{४६५५३४०}
{६३०४३२९}
डेटा संपादन वारंवारता |
800 वेळा /सेकंद |
{४६५५३४०}
{६३०४३२९}
संकुचित स्थान WxDxH |
*1000x2000x1500mm |
{४६५५३४०}
{६३०४३२९}
खंड - होस्ट WxDxH |
1600x2000x2350mm |
{४६५५३४०}
{६३०४३२९}
वजन |
सुमारे 1350 किलो |
{४६५५३४०}
{६३०४३२९}
वीजपुरवठा |
AC220V 50Hz 10A |
{४६५५३४०}
4. मुख्य कॉन्फिगरेशन
४.१. इतर उर्जा स्त्रोतांवर मात करण्यासाठी जपानी पॅनासोनिक सर्वो मोटर ड्राइव्हचा वापर (जसे की हायड्रॉलिक प्रणाली, सामान्य मोटर्स इ.) असमान दाब, मोठा यांत्रिक अनुनाद, मोठा आवाज, स्थिती अचूकता जास्त नाही, असमान उचलण्याचा वेग आणि इतर कमतरता;
४.२. तैवान एबीबीए प्रिसिजन बॉल स्क्रू, उच्च सुस्पष्टता, उच्च प्रसारण कार्यक्षमता (ट्रॅपेझॉइडल स्क्रूच्या 3 पट), उच्च कडकपणा, कमी विकृती, कमी आवाज;
४.३. विकृती मोजण्यासाठी जपान LINE® 2500rp हाय-पल्स फोटोइलेक्ट्रिक एन्कोडरचा अवलंब करा आणि हाय-स्पीड सर्किट सिस्टमचे चार-चतुर्थांश संपादन रिझोल्यूशन 1um आहे; कमी वेगाने जिटर किंवा दिशा बदलाचा प्रभाव पूर्णपणे सोडवला जातो आणि चाचणी मशीनचे विस्थापन रिझोल्यूशन चार पटीने वाढले आहे.
४.४. यूएस TRANSCELL उच्च-परिशुद्धता स्फोट-प्रूफ प्रेशर सेन्सर वापरा, मापन अचूकता 0.02% F.S, कमी रांगणे, दीर्घ आयुष्य;
४.५. अनन्य मॅन्युअल बॉक्स डिझाइन सेट: उदय, पडणे, धावणे, थांबणे, शून्य, सूक्ष्म-हालचाल (वर), सूक्ष्म-हालचाल (खाली), संगणक नियंत्रणाशिवाय मशीनच्या वरच्या प्लेटची स्थिती आणि कॅलिब्रेशन करताना नमुना धारण करणे सोपे आहे;
४.६. मशीन सुसज्ज आहे: स्ट्रोक मेकॅनिकल लिमिट प्रोटेक्शन, सॉफ्टवेअर फोर्स अप्पर लिमिट प्रोटेक्शन (खोट्या क्रियेमुळे होणारे सेन्सरचे नुकसान टाळण्यासाठी), ओव्हर करंट (ओव्हर करंट), फेजचा अभाव (फेज सीक्वेन्सचा अभाव), खूप टॉर्क, जास्त गरम होणे आणि इतर संरक्षणात्मक उपकरणे;
४.७. साहित्य: वरच्या, मध्यम आडव्या आणि वरच्या आणि खालच्या क्लॅम्पिंग प्लेट्स उच्च कडकपणा आणि कमी विकृतीसह, पीसल्यानंतर उच्च स्टील डाय स्टील (45#) बनविल्या जातात.
5. नियंत्रण सॉफ्टवेअर: व्यावसायिक कार्टन कॉम्प्रेशन/स्टॅकिंग चाचणी सॉफ्टवेअर

5.1 मल्टी-पास लोड घटक आणि विकृती कॉन्फिगरेशन (पर्यायी):
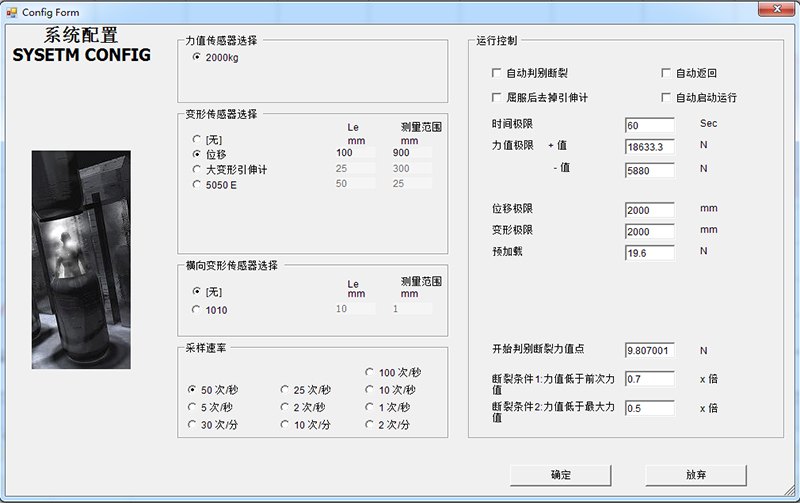
विशेषत: कार्टन कॉम्प्रेशन आणि स्टॅकिंग चाचणीसाठी विकसित केलेले चाचणी सॉफ्टवेअर मागील पिढीच्या सॉफ्टवेअरपेक्षा सोपे आणि अधिक लक्ष्यित आहे. उदाहरण म्हणून स्टॅकिंग चाचणी घेताना, स्टॅकिंग चाचणी करण्यासाठी फक्त बल मूल्य धारणा आणि होल्डिंग वेळ सेट करणे आवश्यक आहे.

५.२. स्टॅकिंग चाचणी पद्धत संपादन (ग्राहक स्वतः सेट करू शकतात):
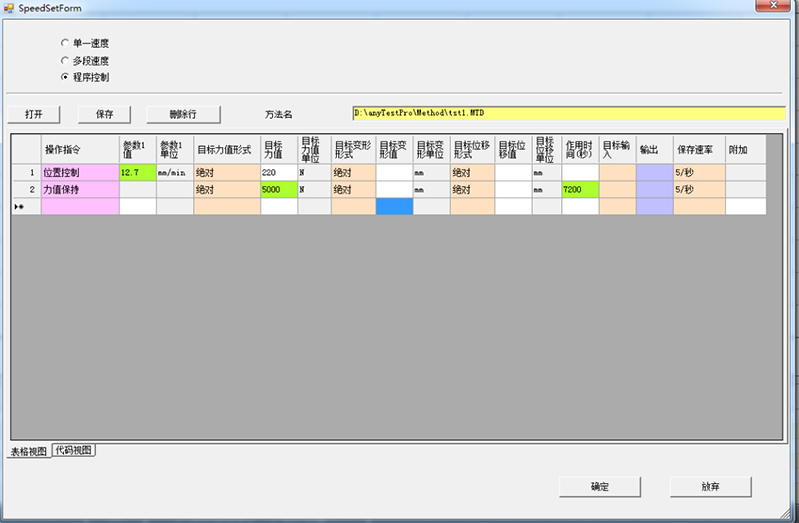
फक्त प्रीलोडिंग फोर्स 220N (GB/T4857 मध्ये तरतुदी आहेत), लक्ष्य स्टॅकिंग लोड मूल्य (जसे की 5000N), स्टॅकिंग वेळ (जसे की 7200sec=2 तास), ऑपरेशन सोपे आहे {६०८२०९७}
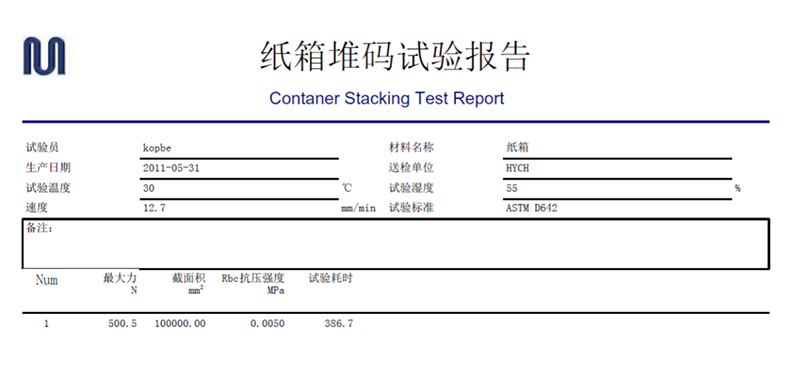
५.३. व्यावसायिक अहवाल विश्लेषण मुद्रित किंवा जतन केले जाऊ शकते:

6. इतर
६.१. पक्ष ब कारखान्यात स्थापना आणि कार्यान्वित करेल. पूर्ण झाल्यानंतर, पक्ष A च्या कारखान्याने माल वितरीत करण्यापूर्वी तपासणी पास केली पाहिजे. सागरी पॅकेजिंगच्या आवश्यकतेनुसार मालाची पॅकिंग केली जावी.
6.2 उपकरणे फॅक्टरीमध्ये प्रवेश केल्यानंतर, पार्टी बी पार्टी A ला इन्स्टॉलेशन आणि चालू करण्यासाठी आवश्यक असलेल्या कोणत्याही स्वरूपात तांत्रिक समर्थन आणि प्रशिक्षण प्रदान करेल;
7. सुरक्षा आणि गुणवत्ता आवश्यकता
1, उपकरणे सुरक्षा आवश्यकता:
१.१. उपकरणे ट्रान्समिशन यांत्रिक भाग (जसे की लाईन बॉडी बेल्ट आणि रोलर, स्प्रॉकेट आणि साखळी इ.) आणि कर्मचाऱ्यांना संपर्क साधण्यास सोपे भाग (जसे की लिफ्टचे प्रवेशद्वार) संरक्षणात्मक कव्हर किंवा रेलिंग वाढवणे आवश्यक आहे, विरोधी मुक्काम लक्षात घेऊन, कर्मचारी करू शकत नाहीत. धोकादायक ट्रान्समिशन भागाशी संपर्क साधा;
१.२. व्हर्टिकल शिफ्ट आणि लोड शिफ्टिंग उपकरणे (सिलेंडर मोड) साठी थ्री-पोझिशन फाइव्ह-वे सोलेनोइड व्हॉल्व्हचा अवलंब केला जातो आणि उभ्या शिफ्टसाठी आपत्कालीन स्टॉप स्विच स्वतंत्रपणे सेट केला जातो. आपत्कालीन स्टॉप स्विच ट्रिगर झाल्यानंतर, उभ्या शिफ्ट मूळ स्थितीत थांबते;
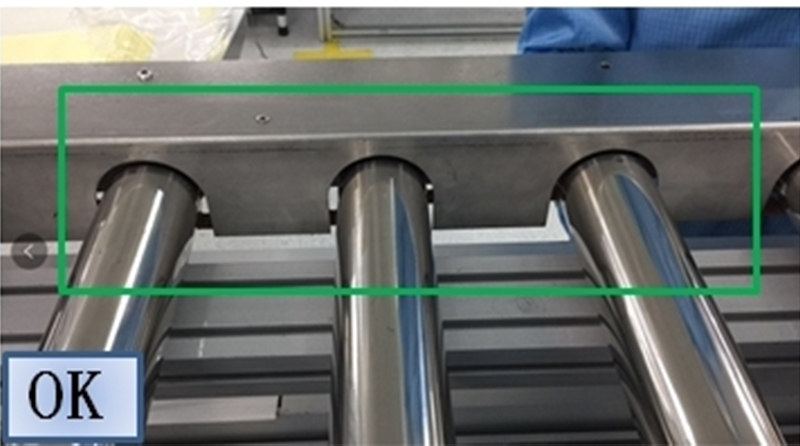
१.३. लिफ्टसाठी यांत्रिक डेडस्टॉप आणि संबंधित डेडस्टॉप डिटेक्शन डिव्हाईस लिफ्टिंग ऍक्शनसह सेट केले जावे, जेणेकरून देखभाल कर्मचाऱ्यांना उपकरणात प्रवेश केल्यानंतर अचानक पडणे आणि लिफ्टिंग युनिटला होणारी दुखापत टाळता येईल (खालील फोटो पहा);
१.४. कर्मचाऱ्यांना 5S साफ करणे आणि दुरुस्ती करणे सुलभ करण्यासाठी लिफ्टसाठी सुरक्षा देखभाल दरवाजा स्थापित केला आहे आणि कर्मचाऱ्यांना चुकून दुखापत होऊ नये यासाठी लिफ्ट इनलेट आणि आउटलेटमध्ये सुरक्षा जाळी जोडली जावी. सुरक्षितता प्रवेश दरवाजा सेट करा आणि प्रत्येक प्रवेश दरवाजासाठी चुंबकीय सुरक्षा स्विचचे दोन संच सेट करा. सर्व सुरक्षा स्विच बायपास फंक्शन सक्षम करतात, जे फक्त पासवर्डद्वारे सेट केले जाऊ शकतात. सुरक्षा दरवाजा अलार्म फंक्शन अक्षम केल्यानंतर 3 मिनिटांनंतर बायपास स्वयंचलितपणे वापराच्या स्थितीवर स्विच होतो.
१.५. निलंबन (जसे की आयन फॅन, लाइट फ्रेम, ऑपरेशन मॅन्युअल हॅन्गर) भाग घट्टपणे निश्चित केले पाहिजेत, कोपरा भाग आणि प्रोफाइलमधील दुव्यावर अंतर किंवा सैल होऊ नये म्हणून वजन मोठे असताना निलंबन भाग, आपण स्क्रूचा विचार करू शकता. प्रोफाइल फिक्सिंग पद्धत;
१.६. सुरक्षितता चिन्ह:
1.5.1 वेगवेगळ्या पोझिशन्सनुसार फोटो जोडा आणि मास्टर टँग सह पुष्टी करा
1.5.2
१.७. उपकरणाच्या संपूर्ण परिघावर उपकरणाची शेल फ्रेम असावी आणि पायाचे किमान चार गट घट्टपणे निश्चित केले पाहिजेत. उपकरण सुरक्षा दरवाजा प्रवेश नियंत्रणासह सुसज्ज असावा; पेंट आयर्न प्लेट (जाडी ≥1.5 मिमी) जमिनीपासून 1m खाली वापरली जाते, पेंट लोखंडी प्लेट जमिनीपासून 150 मिमी आहे, जी 5S साफसफाईसाठी सोयीस्कर आहे आणि सहनशक्ती प्लेट 5 मिमी किंवा 1 मीटरपेक्षा जास्त आहे. (खालील फोटो पहा)
१.८. अपघाती पॉवर फेल्युअरच्या थांबलेल्या अवस्थेतील उपकरणे बदलू नयेत आणि हलवू नयेत आणि पॉवरचे नुकसान आणि बदलामुळे व्यक्ती आणि उत्पादनाला अपघाती इजा होणार नाही;
१.९. उपकरणांच्या आपत्कालीन परिस्थितीला सामोरे जाण्यासाठी कर्मचाऱ्यांना ऑपरेट करण्यासाठी सोयीस्कर स्थितीत संयोजन स्विच (प्रारंभ, आणीबाणी थांबा, रीसेट) ने सुसज्ज, टच स्क्रीन आपत्कालीन स्टॉप स्विच स्थितीची अलार्म माहिती प्रदर्शित करते;
१.१०. प्रत्येक एकल उपकरणात संरक्षणात्मक स्टॉप फंक्शन असावे, जसे की फोटोइलेक्ट्रिक, जाळी इ. संरक्षण करणे;
१.११. डिव्हाइसमध्ये चांगले ग्राउंडिंग संरक्षण, गळती संरक्षण, ओव्हरलोड संरक्षण आणि अँटी-स्टॅटिक ग्राउंडिंग असणे आवश्यक आहे. प्रत्येक केबल बॉडी कमीतकमी तीन वेळा वारंवार ग्राउंड केली पाहिजे. अँटी-स्टॅटिक ग्राउंडिंग केबलचा रंग पिवळा हिरवा असेल आणि डिव्हाइस ग्राउंडिंग काळा असेल.
१.१२. सर्व वायर्सवर (किंवा उपकरणे) दोन सिंगल-कोर 10mm² पिवळ्या आणि हिरव्या अँटिस्टॅटिक कॉपर केबल्स ठेवा आणि त्यांना वायरच्या ग्राउंडिंग ग्राउंडपासून वेगळे करा. एक 10mm² ब्लॅक ग्राउंडिंग मेन लाइन (सर्व वायर) घाला आणि अँटिस्टॅटिक कॉपर केबल्स आणि ग्राउंडिंग मेन लाइनचा ताण समायोजित केला जाऊ शकतो. डिव्हाइसचा कनेक्टिंग भाग ग्राउंड जम्पर केबलसह सुसज्ज असावा.
१.१३. आवाज: एक मीटरच्या अंतरावर स्थिर आवाज 60dB पेक्षा जास्त नाही, डायनॅमिक आवाज 75dB पेक्षा जास्त नाही;
१.१४. पाळत ठेवणाऱ्या कॅमेऱ्यांचे कॉन्फिगरेशन: सुरक्षा संस्था आणि उत्पादन गुणवत्ता हमी संस्थांच्या ठिकाणी कॅमेऱ्यांचा कमीत कमी एक संच जोडला जावा जेणेकरून विसंगती उद्भवल्यास कारणे शोधणे सुलभ होईल. पाळत ठेवण्याची वेळ 30 दिवस आहे;
१.१५. प्रकल्पाच्या चाचणी ऑपरेशन टप्प्यात, पक्ष B आमच्या कंपनीच्या सर्व वापरकर्त्यांसाठी आणि देखभाल कर्मचाऱ्यांसाठी सुरक्षा प्रशिक्षण आयोजित करेल. प्रशिक्षण सामग्रीमध्ये बांधकाम कार्यक्षेत्रातील सर्व यांत्रिक आणि इलेक्ट्रिकल भागांच्या सुरक्षिततेच्या खबरदारीचा समावेश असेल आणि प्रशिक्षण सामग्री आणि प्रशिक्षणार्थी अंतिम स्वीकृतीसाठी आधार म्हणून रेकॉर्ड केले जातील.
2, गुणवत्ता आवश्यकता:
२.१. बेल्ट, दुहेरी गतीची साखळी, साखळी इत्यादि प्रेषण यंत्रणेच्या अंतर्गत, विदेशी पदार्थांच्या गुणवत्तेचा धोका प्रभावीपणे कमी करण्यासाठी राख बॉक्सचा विचार करणे आवश्यक आहे; त्याच वेळी, सर्व एकल उपकरणे 2.5 मिमी जाड स्टेनलेस स्टील प्लेटच्या खाली घातली जातात, जी स्वच्छ करणे आणि परदेशी संस्था कमी करणे सोपे आहे;
२.२. उत्पादनाच्या संपर्कात असलेल्या टूलींग पॅलेटसाठी, धावण्याच्या मार्गावर परदेशी शरीर शोषण करणारे उपकरण जोडले जावे, जे चुंबक किंवा उडवणारे डकबिल असू शकते हे सुनिश्चित करण्यासाठी की टूलिंग पृष्ठभाग मोठ्या कणांपासून मुक्त आहे जसे की उत्पादनास ओरखडे निर्माण करणारे धातू;
२.३. उत्पादन क्लॅम्प उपकरणांसाठी, क्लॅम्प आर्मची लवचिकता पूर्णपणे विचारात घेतली पाहिजे आणि वीज पुरवठा बोर्ड, वॉल माउंट ब्रॅकेट, पीसीबी बोर्ड आणि उत्पादनातील इतर टाळण्याची क्षेत्रे टाळली पाहिजेत. सिलेंडर वापरल्यास, क्लॅम्पिंग फोर्स लवचिकपणे समायोजित केले जाऊ शकते. त्याच वेळी, उत्पादनाचा देखावा टाळण्यासाठी सिलिकॉन स्लीव्हज किंवा अँटी-स्टॅटिक स्पंज सारख्या संरक्षणात्मक सामग्रीचा वापर केला जातो.
२.४. उपकरणे असामान्य किंवा आपत्कालीन पॉवर फेल्युअर झाल्यावर उत्पादन पडण्यापासून आणि स्क्रॅपिंग होण्यापासून रोखण्यासाठी शोषण यंत्रणेमध्ये पॉवर फेल्युअर आणि स्वत: ची देखभाल करण्याचे कार्य असले पाहिजे;
२.५. उत्पादनाशी संपर्क साधणारी सर्व यंत्रणा सिलिकॉन, अँटी-स्टॅटिक स्पंज, फ्लॉकिंग क्लॉथ इत्यादींनी संरक्षित केली पाहिजे आणि उत्पादनास स्क्रॅचिंग आणि पिळणे टाळण्यासाठी धातूसारख्या कठोर सामग्रीसह उत्पादनाशी संपर्क साधण्याची परवानगी नाही. ;
२.६. सर्व संपर्क उत्पादनांच्या यांत्रिक संरचनेच्या आकाराच्या श्रेणीतील 10% राखून ठेवा जेणेकरून उत्पादनाच्या सामान्य श्रेणीच्या पलीकडे नुकसान होऊ नये;
२.७. यंत्राच्या डिझाइनमध्ये उत्पादनाचे फोटोइलेक्ट्रिक डिटेक्शन 2 गटांपेक्षा कमी नसावे, गळती-विरोधी शोध फंक्शनसह, जेणेकरून उत्पादनाच्या ऑपरेशनवर उपकरणे वगळणे टाळता येईल;
२.८. प्रकल्पाच्या चाचणी ऑपरेशन टप्प्यात, पक्ष ब आमच्या तांत्रिक कर्मचारी, दर्जेदार कर्मचारी, वापर व्यवस्थापन कर्मचारी आणि उपकरणे देखभाल कर्मचाऱ्यांसह गुणवत्तेशी संबंधित वस्तूंची स्पॉट तपासणी करेल आणि तपासणी केलेल्या वस्तू, समस्या, सुधारणेचा प्रतिकार आणि प्रगती रेकॉर्ड करेल. अंतिम स्वीकृतीसाठी आधार;
२.९. एकल उपकरणे आणि उत्पादनाच्या थेट संपर्क भागांचे संरक्षण करण्याचे चांगले काम करा. जर उत्पादन वायवीय ट्रांसमिशन किंवा दाबून वाहून नेले असेल, तर व्हिज्युअल प्रेशर गेज स्थापित करण्यासाठी दबाव नियामक जोडणे आवश्यक आहे;
२.१०. पॅनेल, गॅस्केट आणि इतर यांत्रिक संरचना वाहून नेण्यासाठी सक्शन कपवर अवलंबून रहा, नोजल वितरण अंतर वाजवी आहे, नोजलच्या आकारानुसार व्हॅक्यूम स्विच मॅन-मशीन इंटरफेसमध्ये नियंत्रित केला जाऊ शकतो, उत्पादन आकार समायोजित करण्यायोग्य आहे आणि नकारात्मक दबाव मूल्य समायोजित केले जाऊ शकते.
8. सामान्य नियम
1. ऊर्जा बचत भाग:
१.१. इलेक्ट्रिकल मीटर (485 कम्युनिकेशन इंटरफेससह) तांत्रिक सुधारणा लाईनमध्ये मॉड्यूल, संपूर्ण मशीन, पॅकेजिंग, कन्व्हेइंग लाइन, पॅलेटिझिंग इत्यादीनुसार जोडले जावे आणि विजेचा वापर विभागांमध्ये मोजला जाऊ शकतो.
१.२. तांत्रिक सुधारणा लाइन आणि मोठे ऑटोमेशन उपकरणे, जर कॉम्प्रेस्ड एअर मीटर नसेल तर, कॉम्प्रेस्ड एअर फ्लो मीटरचा एक गट जोडणे आवश्यक आहे (485 किंवा नेटवर्क पोर्ट कम्युनिकेशन इंटरफेससह), जे रिअल टाइममध्ये गॅसचा वापर प्रदर्शित करू शकतात.
१.३. लाईन बॉडीचे सर्व प्रकाश भाग LED ऊर्जा-बचत दिव्यांनी बनलेले आहेत, आणि Hisense नियुक्त ब्रँड वापरले जातात, आणि रोषणाई लाईन वर्क पोझिशनच्या प्रदीपन आवश्यकता पूर्ण करते.
१.४. मॅन-मशीन इंटरफेसमधील वायर बॉडीला पॉवर कापल्यानंतर स्वयंचलित एअर कट ऑफ फंक्शन लक्षात येण्यासाठी एसएमसी सोलेनोइड व्हॉल्व्ह (बायपाससह) उपकरणाच्या मुख्य वायुमार्गात जोडला जातो.
१.५. पाईप फिटिंग्जच्या जोडणीवर मिडवाइफरी बेल्ट आवश्यक असेल आणि नवीन लाईन बॉडी आणि उपकरणांमध्ये हवा गळती दूर केली जाईल.
१.६. वायर बॉडी आणि उपकरणाचा उडणारा भाग, जसे की परदेशी शरीरे, बदकाचे तोंड, आयन रॉड्स इ. यांना सोलनॉइड वाल्व नियंत्रण वाढवणे आवश्यक आहे आणि जेव्हा उत्पादन निघून जाईल आणि हवा उडवणे आवश्यक असेल तेव्हाच ते कार्य करते.
१.७. वायर बॉडी आणि उपकरणे सॉफ्टवेअर डिझाइन वाजवी आहेत, आणि मोटरला निष्क्रिय इंद्रियगोचर करण्याची परवानगी नाही.
१.८. तांत्रिक परिवर्तन लाइन बॉडीचे वायवीय घटक एसएमसी ब्रँड वापरण्यासाठी निर्दिष्ट केले आहेत, जर विशेष ब्रँडची मागणी असेल, तर ते भागांच्या ब्रँडच्या पाचव्या भागात स्पष्ट केले आहे.
१.९. उपकरणांच्या इलेक्ट्रिकल घटकांची निवड हिसेन्सच्या निर्दिष्ट श्रेणीशी सुसंगत असावी, ऊर्जा-बचत वैशिष्ट्यांसह मॉडेल निवडा आणि लोड मागणीसह पॉवर जुळतील. विशेष मॉडेल किंवा विशेष भाग असल्यास, कृपया पुष्टी करण्यासाठी Hisense शी संवाद साधा.
2. लाईन बॉडीच्या एकूण संरचनेसाठी आवश्यकता
२.१. कार्यरत पृष्ठभागाची उंची 850 मिमी, जमिनीच्या कोनाची समायोजित करण्यायोग्य श्रेणी: ±20 मिमी.
२.२. वायर बॉडीची रचना ॲल्युमिनियम प्रोफाइल आणि स्टेनलेस स्टील सामग्रीची मॉड्यूलर असेंबली आहे. वापरलेले स्टील क्रोम प्लेटेड असणे आवश्यक आहे. आणि पट्टी सील करण्यासाठी फ्री सेक्शन सीम दाबा.
२.३. केबल बॉडीच्या प्रत्येक विभागात चांगले ग्राउंडिंग संरक्षण, गळती संरक्षण, ओव्हरलोड संरक्षण आणि अँटी-स्टॅटिक ग्राउंडिंग आणि कमीतकमी तीन पुनरावृत्ती ग्राउंडिंग पॉइंट्स असावेत. अँटी-स्टॅटिक ग्राउंडिंग केबलचा रंग पिवळा हिरवा आहे. डिव्हाइस काळ्या रंगात ग्राउंड केलेले आहे आणि इलेक्ट्रोस्टॅटिक डिस्चार्ज (ESD) ग्राउंडपासून वेगळे केले आहे. ग्राउंडिंग केबलचा व्यास संबंधित मानकांच्या आवश्यकता पूर्ण करणे आवश्यक आहे. डिव्हाइसेस कनेक्ट करण्यासाठी ग्राउंड जम्पर केबल आवश्यक आहे.
२.४. प्रत्येक स्टेशन आणि पॅलेट स्टे पोझिशन किंवा उत्पादन संपर्क स्थिती इलेक्ट्रोस्टॅटिक वहन डिव्हाइस सेट करणे आवश्यक आहे आणि त्याचे विश्वसनीय ग्राउंडिंग सुनिश्चित करणे आवश्यक आहे.
२.५. प्रत्येक हलणारा भाग लवचिक, स्थिर, सुरक्षित आणि विश्वासार्ह आहे, क्रॉलिंग नाही, उडी मारण्याची घटना नाही, असामान्य आवाज नाही, वर्कपीसमध्ये टक्कर स्विंगची घटना नाही, आवाज: एक मीटरच्या अंतरावर स्थिर आवाज 60dB पेक्षा जास्त नाही, डायनॅमिक पेक्षा जास्त नाही. 75dB पेक्षा.
२.६. कर्मचाऱ्यांच्या संपर्कामुळे होणारी इजा टाळण्यासाठी ट्रान्समिशन मशीनरीचा भाग स्टेनलेस स्टीलद्वारे संरक्षित केला जातो.
२.७. प्रत्येक ड्राइव्ह आणि ट्रान्समिशन भाग तेल गळती आणि धूळ न करता चांगले वंगण घाललेले आहेत.
२.८. लाइन बॉडी कलरिंग: ॲल्युमिनियम मिश्र धातु आणि स्टेनलेस स्टील.
२.९. लिफ्टचे प्रवेशद्वार आणि निर्गमन पिवळ्या संरक्षक रेलिंग आणि चेतावणी चिन्हांनी सुसज्ज आहेत. रेलिंग काढले नाही तर ऑपरेटरच्या शरीराचा कोणताही भाग आत जाऊ शकत नाही.
२.१०. निवडलेले घटक समान परिस्थितीत एकत्रित केले जातात, जसे की मुख्य लाइन मोटर, रीड्यूसर, वायवीय तीन प्रमुख भाग इत्यादी, समान मॉडेल निवडले जातात.
२.११. डीबगिंग आणि समस्यानिवारण सुलभ करण्यासाठी प्रत्येक अंमलबजावणी घटकावर इनपुट आणि आउटपुट सिग्नल चिन्हांकित केले जावे. मॅन-मशीन इंटरफेसमध्ये सर्व I/O सिग्नल पॉइंट असावेत, ज्याची सहज चौकशी केली जाऊ शकते
२.१२. उत्पादकाच्या नेमप्लेटला उत्पादन लाइनच्या कोणत्याही स्थितीत परवानगी नाही आणि सर्व खरेदी केलेल्या भागांच्या नेमप्लेटला नुकसान होऊ दिले जात नाही.
२.१३. बोलीदाराने प्रदान केलेले सर्व भाग आणि उपकरणे उत्पादन परवाना आणि सुरक्षा प्रमाणपत्र चिन्ह असणे आवश्यक आहे. आवश्यक असल्यास प्रमाणन दस्तऐवजांच्या छायाप्रत.
२.१४. सर्व केबल्ससाठी ESD ग्राउंड केबल्स स्थापित करा.
२.१५. प्रोफाइलचा विभाग कव्हरसह सुसज्ज असावा आणि प्रोफाइल ट्रिम बाजूला स्थापित केले जावे.
2.16. सर्व फ्लोरोसेंट दिवे स्वतंत्र स्विचसह सुसज्ज आहेत.
२.१७. उपकरणांमध्ये वापरलेली सामग्री स्वच्छ खोलीच्या आवश्यकता पूर्ण करणे आवश्यक आहे आणि गंजू नये.
2.18. सिंगल इक्विपमेंट रेलिंगचा आकार आणि स्पेसिफिकेशन एकत्रित केले आहेत आणि खाली लोखंडी प्लेट वर पारदर्शक ऍक्रेलिक प्लेट आहे.
2.19. यांत्रिक डिझाइन आणि स्थापना नंतरच्या देखभाल आणि भागांच्या बदलीसाठी सोयीस्कर असावी.
3. वीज पुरवठा:
A. फेज 3 AC380V 50HZ
B. एक चाचणी वायु स्रोत: 4-6kg/㎝²
C. इलेक्ट्रोस्टॅटिक ग्राउंडिंग: पिवळ्या आणि हिरव्या केबल्स
D. डिव्हाइस ग्राउंडिंग: काळी रेषा
4. एअर पाइपिंग: प्रत्येक लाईन बॉडीमध्ये एअर प्रेशर ट्रिपलेट द्विपक्षीय एअर पाइपिंग ∮1 "(स्टेनलेस स्टील पाइप) स्थापित केले जाते. ग्राउंड पाईपचे सर्व बाह्य वायवीय भाग 3/8" धातूचे बनलेले असतात - टाईप क्विक कनेक्टर (पुरुष कनेक्टरसह) कन्व्हेयरच्या आतील बाजूस उभ्या पायावर ठेवलेला, स्विच (बॉल व्हॉल्व्ह)+ ∮8 PU होज क्विक कनेक्टर/हेड टेल.
5. श्वासनलिका जंक्शनच्या प्रत्येक शाखेने श्वासनलिका ज्या स्थानकाकडे जाते आणि समाप्त होते ते स्थान चिन्हांकित केले पाहिजे आणि श्वासनलिका क्षैतिज आणि उभ्या असावी.
6. इलेक्ट्रॉनिक नियंत्रण प्रणालीच्या लाइन बॉडीवर नियंत्रण ठेवण्यासाठी 24V पॉवर सप्लाय वापरला जातो.
5.1PLC नियंत्रण प्रणाली
5.1.1.Mitsubishi Q मालिकेसह PLC, ऑन-लाइन बॉडी हेडच्या मुख्य कॅबिनेटमध्ये स्थापित, आणि मेमरी 10% राखीव असणे आवश्यक आहे; इनपुट आणि आउटपुट पॉइंट 10% राखीव असणे आवश्यक आहे, त्याच वेळी टर्मिनलवर, आणि PLC पॉइंट लाइन क्रमांकावर चिन्हांकित करा.
५.१.२. सर्व सिग्नल लाईन्स बुशिंगद्वारे स्पष्टपणे चिन्हांकित केल्या पाहिजेत आणि नंबर ट्यूब छापल्या पाहिजेत, हस्तलिखित नसल्या पाहिजेत.
५.१.३. इनपुट सिग्नल आणि आउटपुट सिग्नल वायर वेगवेगळ्या रंगांच्या आहेत आणि त्यांचा व्यास 0.5 मिमी 2 आहे.
५.१.४. सर्व आउटपुट मॉड्यूल्समध्ये प्रकाश (फ्यूज 2A) सह स्वतंत्र फ्यूज असणे आवश्यक आहे.
५.१.५. PDC च्या सर्व +24V आउटलेटसाठी हलका फ्यूज (फ्यूज 2A) आवश्यक आहे.
५.१.६. कंट्रोल कॅबिनेटमधील सर्व इलेक्ट्रिकल घटक आउटपुट पॉइंट नंबर आणि कंट्रोल ऑब्जेक्ट्ससह चिन्हांकित केले जातील.
५.१.७. प्रोग्राम प्रोग्रामिंग सॉफ्टवेअरमध्ये लिहिलेला आणि चिनी भाषेत भाष्य करणे आणि कार्यात्मक फरकांनुसार संपादित आणि भाष्य करणे आवश्यक आहे. कार्यक्रम लिहिताना होल्डिंग रिले शक्यतोवर वापरला पाहिजे.
५.१.८. प्रोग्रामचे डीबगिंग पूर्ण झाल्यानंतर, डीबगिंग प्रोग्राम आणि निरुपयोगी प्रोग्राम स्टेटमेंट हटवणे आवश्यक आहे. भिन्न रेषीय शरीर प्रक्रिया सुसंगत असणे आवश्यक आहे.
५.१.९. सर्व अँटी-स्टॅटिक वायर्स मालिकेत जोडलेले असले पाहिजेत आणि तुटण्यासाठी निरीक्षण केले जाऊ शकते. सर्व सांधे सोल्डरिंग लोहाने वेल्डेड केले जातील आणि टेंडरीला सोल्डरिंग लोह वेल्डिंगचा वापर करणे आवश्यक आहे.
5.1.10. सर्व मोटर्स आणि केबल्स इनलेट बंद टर्मिनलसह जोडल्या जातील आणि चिकट टेपने गुंडाळल्या जाणार नाहीत. वायरिंग सुंदर आणि व्यावहारिक असावी, शक्यतो प्लॅस्टिक केबल कुंड वापरण्यासाठी, वायरिंग पद्धत निविदाधारकाच्या आवश्यकतांच्या अधीन असेल.
५.१.११. सर्व केबल कुंडांची लोड क्षमता 70% पेक्षा जास्त नसावी.
५.१.१२. लिफ्टमध्ये पडण्याचा आणि कार हलवण्याचा धोका असलेल्या सर्व ठिकाणी स्टॉप-लाइन संरक्षण प्रक्रिया असणे आवश्यक आहे. संरक्षणात्मक उपाय आणि चिन्हे आहेत.
५.१.१३. कंट्रोल मोडमध्ये स्वयंचलित मोड आणि मॅन्युअल मोड फंक्शन असावे. मॅन्युअल मोडमध्ये, प्रत्येक क्रिया ऑपरेशनला इंटरलॉक संरक्षण असावे आणि कोणतीही टक्कर होणार नाही.
५.१.१४. जॅकिंगमध्ये, सहज देखभालीसाठी लिफ्टमध्ये जंक्शन बॉक्स असणे आवश्यक आहे. वितरण बॉक्समधील टर्मिनल ब्लॉक आणि टर्मिनल ब्लॉकमधील अंतर आणि टर्मिनल ब्लॉक आणि वितरण बॉक्सच्या काठाच्या दरम्यानचे अंतर 100 मिमी पेक्षा कमी नसावे. डिस्ट्रिब्युशन बॉक्स कव्हर सुलभपणे वेगळे करण्यासाठी हिंग केलेले आहे. प्रत्येक जंक्शन बॉक्सचे स्वतःचे I/O आकृती असते. इनलेट आणि आउटलेट केबल बॉक्स लॉक केलेले आहेत.
५.१.१५. लिफ्ट स्वतंत्र वितरण बॉक्ससह सुसज्ज असेल आणि हस्तक्षेप कमी करण्यासाठी त्याचा नियंत्रण भाग या वितरण बॉक्समध्ये ठेवला जाईल.
५.१.१६. मुख्य वितरण कॅबिनेटवर मित्सुबिशी नवीनतम रंगाची 10.4 इंच टच स्क्रीन स्थापित करा. टच स्क्रीन 100 पेक्षा जास्त प्रकारच्या असामान्य दोष आणि लाइन बॉडीच्या हाताळणी पद्धती प्रदर्शित करण्यासाठी डिझाइन केलेली असणे आवश्यक आहे आणि (लाइन बॉडी फॉल्ट्स, लिफ्ट फॉल्ट्स, सिस्टम फॉल्ट्स, पीएलसी फॉल्ट्स, फ्रिक्वेन्सी कन्व्हर्टर फॉल्ट्स इ.) यासह पॉवर गमावू शकत नाही. .).
५.१.१७. सॉफ्टवेअर पासवर्ड सेटिंग इंटरफेस डिझाइन करेल.
५.१.१८. सर्व प्रोग्राम्सचे डीबगिंग केल्यानंतर, निविदाकाराच्या CD-ROM चा बॅकअप द्या आणि प्रोग्रामचा पासवर्ड सेट केला जाणार नाही.
5.2 मजबूत पॉवर सिस्टम
5.2.1 संपूर्ण ओळीवर दोन सिंगल-कोर 6mm2 पिवळ्या-हिरव्या अँटी-स्टॅटिक कॉपर केबल्स ठेवा, त्यांना केबल बॉडीच्या ग्राउंड वायरपासून अलग करा आणि प्रत्येक 5 मीटरवर स्पष्ट अँटी-स्टॅटिक लेबल लटकवा. साइटवरील निविदाकाराद्वारे विशिष्ट पदे निश्चित केली जातात. आणि इलेक्ट्रोस्टॅटिक कॉपर वायरचा ताण समायोजित केला जाऊ शकतो.
5.2.2 सर्व पॉवर लाइन्स इन्व्हेंटरी सुलभ करण्यासाठी त्याच पाइपलाइनच्या प्रवेशद्वाराच्या बाजूला आणि बाहेर पडण्याच्या बाजूला चिन्हांकित केल्या पाहिजेत.
5.2.3 वायर बॉडीच्या नेमलेल्या स्थितीत आणीबाणी स्टॉप स्विच सेट केला जाईल, जो स्पष्ट आपत्कालीन स्टॉप चिन्हासह टांगलेला असेल आणि गैरप्रकार टाळण्यासाठी प्लेक्सिग्लास कव्हरद्वारे संरक्षित केले जाईल. विशिष्ट स्थान साइटवरील बोली आमंत्रितकर्त्याद्वारे निश्चित केले जाईल.
5.2.4 पॉवर सुरू होणे हे खंडित विलंबाने नियंत्रित केले जाईल आणि प्रत्येक पॉवर स्वतंत्रपणे आउटपुट पॉइंटशी संबंधित असेल.
5.2.5 सर्व मोटर्स हीटिंग रिलेद्वारे संरक्षित केल्या जातील आणि सर्व मोटर जमिनीद्वारे संरक्षित केल्या जातील.
5.2.6 सर्व पॉवर वायर एकाधिक तांब्याच्या तारांसाठी लोड आवश्यकता पूर्ण करतात.
5.2.7 प्रत्येक रेषेचा मुख्य भाग तीन पेक्षा जास्त सुरक्षित ग्राउंड पॉईंटवर विश्वासार्हपणे ग्राउंड केला जाईल, जे ड्रॉइंगवर चिन्हांकित केले जातील.
5.2.8 वायर बॉडीचा प्रारंभ आणि थांबणे संबंधित निर्देशकांद्वारे सूचित केले जावे.
5.2.9 सॉकेट आणि लाइटिंग कंट्रोलला लिकेज स्विच, सॉकेट करंट 10A/ ग्रुप स्थापित करणे आवश्यक आहे.
5.2.10 डिव्हाइसवर धोक्याची चेतावणी लेबल असणे आवश्यक आहे.
5.2.11 गळती संरक्षण उपकरणासह एअर स्विच
5.2.12 एकूण गळती शोधण्याचे साधन सेट करा. गळती चालू मर्यादा सेट केली जाऊ शकते.
5.2.13 केबल कुंड पायांपर्यंत सुरक्षित असणे आवश्यक आहे.
5.2.14 प्रत्येक स्टेशनसाठी स्विच 22 लॉक फिमेल असेल (इमर्जन्सी स्टॉप स्विचसह).
5.2.15 केबल बॉडीवरील SCRAM स्विचमध्ये पिवळे संरक्षण कव्हर (नॉच केलेले) आणि पिवळ्या पार्श्वभूमीवर काळ्या वर्णांसह चायनीज आयडेंटिफायर असणे आवश्यक आहे.
5.2.16 सर्व लेबलांमध्ये चिनी लेबले असणे आवश्यक आहे.

 English
English
 Español
Español
 Português
Português
 русский
русский
 français
français
 日本語
日本語
 Deutsch
Deutsch
 Italiano
Italiano
 Nederlands
Nederlands
 ไทย
ไทย
 Polski
Polski
 한국어
한국어
 Svenska
Svenska
 magyar
magyar
 Malay
Malay
 বাংলা
বাংলা
 Dansk
Dansk
 Suomi
Suomi
 Pilipino
Pilipino
 Gaeilge
Gaeilge
 عربى
عربى
 norsk
norsk
 اردو
اردو
 čeština
čeština
 Ελληνικά
Ελληνικά
 Українська
Українська
 فارسی
فارسی
 தமிழ்
தமிழ்
 తెలుగు
తెలుగు
 नेपाली
नेपाली
 Burmese
Burmese
 български
български
 ລາວ
ລາວ
 Latine
Latine
 Қазақ
Қазақ
 Euskal
Euskal
 Azərbaycan
Azərbaycan
 slovenský
slovenský
 Македонски
Македонски
 Lietuvos
Lietuvos
 Eesti Keel
Eesti Keel
 Română
Română
 Slovenski
Slovenski
 मराठी
मराठी
 Српски
Српски
 עִברִית
עִברִית
 icelandic
icelandic
 Беларус
Беларус
 Монгол хэл
Монгол хэл
 Javanese
Javanese





















