
1 .1 वैशिष्ट्ये
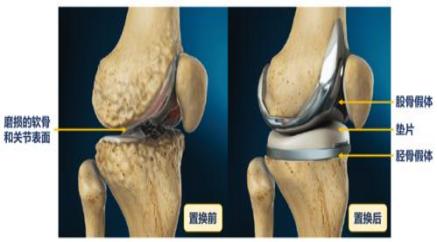
HH3 नी जॉइंट वेअर टेस्टरमध्ये तीन भाग असतात: टेस्ट होस्ट, फिक्स्चर आणि इलेक्ट्रॉनिक कंट्रोल पार्ट. हे गुडघा रोपण आणि इतर नुकसान प्रक्रियेची पोशाख, थकवा आणि सोलणे यांचे अनुकरण करू शकते आणि एकाच वेळी 3 गुडघ्यांच्या सांध्याची चाचणी करू शकते. हे चाचणी मशीन स्वयंचलितपणे चाचणी शक्ती, चाचणी वेळ आणि वेग नियंत्रित करते आणि वास्तविक वेळेत चाचणी शक्ती आणि टॉर्क मोजते. हे गुडघ्याच्या सांध्यातील कृत्रिम अवयवांचे उत्पादन, वापर आणि संशोधन आणि इतर संबंधित वैद्यकीय क्षेत्रांसाठी लागू आहे.
स्पिंडल ड्राइव्ह इंपोर्टेड एसी सर्वो मोटर आणि कंट्रोल सिस्टीमचा अवलंब करते, जे स्टेपलेस स्पीड रेग्युलेशन ओळखू शकते आणि स्पीड रेंजमध्ये स्थिर टॉर्क/कॉन्स्टंट एक्सियल फोर्स आउटपुटची गणना करू शकते; चाचणी शक्ती स्क्रू स्प्रिंग लोडिंग सिस्टम वापरून लागू केली जाते. चाचणी शक्ती स्थिरपणे आणि विश्वासार्हतेने लागू केली जाते आणि चाचणी शक्ती ऑपरेटरद्वारे संगणक इंटरफेसवर सेट केली जाऊ शकते; स्पिंडल स्पीड, क्रांतीची संख्या, चाचणी शक्ती आणि चाचणी वेळ यासारखे पॅरामीटर्स सर्व संगणकाद्वारे नियंत्रित केले जातात, जे वास्तविक वेळेत चाचणी डेटा गोळा करू शकतात आणि त्यांचे प्लॉट करू शकतात. संबंधित चाचणी वक्र केले जाऊ शकते, आणि चाचणी डेटा किंवा वक्र संग्रहित, पुनर्प्राप्त आणि इच्छेनुसार मुद्रित केले जाऊ शकते.
संपूर्ण जॉइंट एपी, रोटेशन, फ्लेक्सिअन ॲडक्शन आणि इतर हालचालींसाठी वेगवेगळ्या घटकांसह थ्री-वे सर्वो मोटर चालित लोडिंग सिस्टम, चार-घटक फोर्स सेन्सर मॉड्यूल टॉर्क अक्षीय बल, क्षैतिज थ्रस्ट आणि टॉर्कच्या दरम्यान एक्सियल थ्रस्टची चाचणी घेते , तीन-मार्ग सर्वो असेंब्ली सुसज्ज उच्च-परिशुद्धता रोटरी एन्कोडर, रिअल-टाइम अँगल मापन आणि विस्थापन आणि होस्ट संगणक नियंत्रणासाठी प्रभावी डेटा स्रोत प्रदान करते.
प्रत्येक मोशन मेकॅनिझम स्वतंत्रपणे नियंत्रित आणि समन्वयित आहे, तीन स्टेशन्स आणि 15 अक्षांसह संयुक्त घटक नुकसान चाचणीचे ग्राइंडिंग पूर्ण करण्यासाठी.
1.2 मुख्य तपशील
1. चीनी ऑपरेशन इंटरफेससह इन्स्ट्रुमेंट ऑपरेशन सॉफ्टवेअर.
2. इन्स्ट्रुमेंट रनिंग सॉफ्टवेअर वापरण्यासाठी तयार आहे, कोणत्याही विशेष सॉफ्टवेअरची आवश्यकता नाही.
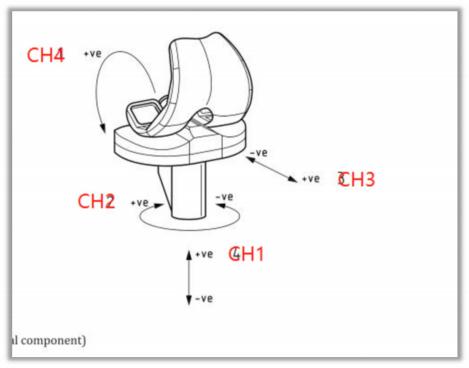
3. स्वातंत्र्याची डिग्री: प्रत्येक चाचणी स्टेशन वळण/विस्तार, अंतर्गत रोटेशन/बाह्य रोटेशन, पुढे/मागे हालचाल, त्रिमितीय गती नियंत्रण, आणि अक्षीय बल लोडिंग, आणि स्वातंत्र्याची प्रत्येक पदवी ओळखू शकते नियंत्रित सेन्सर आणि बल दोन्ही शोधले जातात; आवक/बाह्य दिशेने आणि आतील/बाह्य दिशेने मुक्त हालचाल शक्य आहे.
4. सेन्सरची नॉनलाइनरिटी पूर्ण स्केलच्या 0.10% पेक्षा जास्त नाही आणि हिस्टेरेसिस 0. 10% पेक्षा जास्त नाही, पुनरावृत्ती क्षमता पूर्ण स्केलच्या 0.05% पेक्षा जास्त नाही.
5. विस्थापन आणि विस्थापन सेन्सर श्रेणी: अक्षीय विस्थापन 100 मिमी, वळण/विस्तार 120, अंतर्गत रोटेशन/बाह्य रोटेशन 20, पूर्ववर्ती / पोस्टरियर डिस्प्लेसमेंट 15 मिमी, मेडियल / व्हॅल 5 मिमी, पार्श्विक विस्थापन.
6. लोड क्षमता आणि फोर्स सेन्सर श्रेणी: अक्षीय लोड 3KN , अंतर्गत / बाह्य टॉर्क 20Nm , फॉरवर्ड / बॅकवर्ड लोड 1KN .
7. बल आणि विस्थापन नियंत्रण अचूकता: एका चक्रात बल आणि विस्थापन मोठेपणाची त्रुटी निर्दिष्ट कमाल मर्यादा ओलांडू शकत नाही कमाल फेज त्रुटी पूर्ण चक्राच्या 3% पेक्षा जास्त नसावी. इन्स्ट्रुमेंटची चाचणी ISO 14243-1 आणि ISO 14243-3 नुसार स्वातंत्र्याच्या प्रत्येक नियंत्रणीय डिग्रीमध्ये केली जाते. बल आणि विस्थापन सेन्सर्सचे मोजलेले वक्र आणि विचलन मूल्ये.
8. यात आठ-चॅनेल ॲनालॉग इनपुट फंक्शन आहे आणि ते बाह्य डेटासह समक्रमित केले जाऊ शकते.
9. चाचणी वारंवारता: 1Hz, अचूकता 0.1Hz.
10. नियंत्रण प्रणाली: बल आणि विस्थापन यांचे बंद-लूप स्वयंचलित नियंत्रण प्राप्त करण्यासाठी ते स्वतंत्र मल्टी-स्टेशन, मल्टी-चॅनेल सर्वो कंट्रोलरसह सुसज्ज असले पाहिजे.
11. नियंत्रण सूचना म्हणून चक्रीय तरंगाचा वापर केला जातो तेव्हा सिग्नलला आवश्यक शिखर मूल्य अचूकपणे गाठता येईल याची खात्री करण्यासाठी नियंत्रक पीक-टू-व्हॅली मूल्य नियंत्रण भरपाई करण्यास सक्षम असावा.
12. ते सानुकूल चाल वक्रांचे प्रोग्रामिंग चाचणी लागू करण्यास सक्षम असावे; स्वातंत्र्याच्या प्रत्येक नियंत्रणीय डिग्रीचे चरण-दर-चरण मॅन्युअल नियंत्रण करण्यास सक्षम व्हा; आणि एक्सेल फॉरमॅटमध्ये कच्चा डेटा एक्सपोर्ट करण्यास सक्षम व्हा.
13. चाचणी दरम्यान, सॉफ्टवेअर प्रत्येक स्टेशनचे बल आणि विस्थापन वक्र रिअल टाइममध्ये आणि नियंत्रण प्रणाली प्रतिबिंबित करण्यास सक्षम असावे. मॅन्युअल हस्तक्षेपाशिवाय लक्ष्य वक्र जुळण्यासाठी सिस्टीम नमुन्याचे गती वक्र स्वयंचलितपणे समायोजित करण्यास सक्षम असावे.
14. रिअल-टाइम क्लोज्ड-लूप कंट्रोल रेट ≤ 6kHz, फोर्स आणि डिस्प्लेसमेंट कंट्रोल मोड वगळता, कंट्रोलर गणना केलेल्या व्हेरिएबल कंट्रोल मोडची अंमलबजावणी करण्यास सक्षम असावा.
15. डिजिटल सॅम्पलिंग वारंवारता 100 kHz पेक्षा कमी नसावी, आणि सॅम्पलिंग पद्धतीमध्ये हे समाविष्ट असावे: पीक व्हॅल्यू, व्हॅली व्हॅल्यू, वेळ वेळ, कमाल, किमान, सरासरी , सायकल / लॉगरिथम इ. {६०८२०९७}
16. यात ड्युअल मोड, चॅनल फीडबॅक लिमिट चॅनल कमांड वर्किंग मोड आहे.
17. यात सेन्सरची उत्तेजितता गहाळ असल्याचे स्वत: तपासण्याचे कार्य आहे.
18. तापमान: स्नेहन मध्यम तापमान (37 ℃) वर राखले जाऊ शकते आणि तापमान नियंत्रण प्रणाली आहे.
19. स्नेहन माध्यम : संयुक्त पृष्ठभाग स्नेहन माध्यमात बुडविले जाऊ शकते, आणि स्नेहन माध्यम गळतीशिवाय सील केले पाहिजे; आणि लीकेज मॉनिटरिंग डिव्हाइससह सुसज्ज.
20. चाचणी घटक: चाचणीसाठी आवश्यक टूलिंगसह सुसज्ज, वर्कस्टेशन लोड करणे आणि सर्व हालचालींसाठी लोड करणे विसर्जन वर्कस्टेशन उपकरणे कॅलिब्रेशन आणि समस्यानिवारणासाठी संदर्भ मानक नमुने प्रदान करते.
21. आपत्कालीन स्टॉप बटण: उपकरणे आपत्कालीन स्टॉप बटणाने सुसज्ज असावीत.
22. सुरक्षितता संरक्षण: उपकरणे स्पष्ट आणि पारदर्शक थर्मोप्लास्टिक पॉली कार्बोनेट सामग्रीच्या संरक्षणात्मक कव्हरसह सुसज्ज असावीत; एक सुरक्षा इंटरलॉक डिव्हाइस आहे. संरक्षक कव्हर दरवाजा उघडल्यावर, उपकरणे स्वयंचलितपणे चाचणी थांबविण्यास सक्षम असावी.
1.3 कामाच्या परिस्थिती
खोलीच्या तपमानावर 10 ℃~ 35 ℃ च्या मर्यादेत;
सापेक्ष आर्द्रता 80% पेक्षा जास्त नाही;
भक्कम पायावर योग्य स्थापना;
कंपन, संक्षारक माध्यम आणि मजबूत इलेक्ट्रोमॅग्नेटिक फील्ड हस्तक्षेपाशिवाय स्वच्छ वातावरणात;
पॉवर सप्लाय व्होल्टेजची चढउतार श्रेणी रेट केलेल्या व्होल्टेजपेक्षा जास्त नसावी  10% .
10% .
2. संरचनात्मक रचना
चाचणी मशीन तीन वर्कस्टेशन्समध्ये विभागली गेली आहे, ती म्हणजे स्पिंडल ड्राइव्ह सिस्टीम, सॅम्पल लोडिंग सिस्टीम आणि अक्षीय बल तीन वर्कस्टेशन्स समान स्पिंडल ड्राइव्ह शेअर करतात. डायनॅमिक सिस्टम आणि सॉफ्टवेअर कंट्रोल सिस्टम.
2.1 स्पिंडल ड्राइव्ह सिस्टम
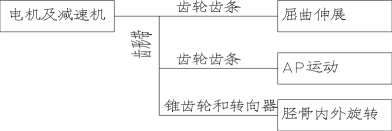
अक्ष मोटर Panasonic AC सर्वो एकात्मिक गती नियंत्रण प्रणाली आणि मोटर वापरते. जास्तीत जास्त मोटर पॉवर 7.5 Kw आहे, त्याची शक्ती 3 आउटपुट लाइनमध्ये विभागली गेली आहे.
पहिला: गियर रॅक, इलेक्ट्रोमॅग्नेटिक क्लच आणि टॉर्क सेन्सर नंतर, तो फेमरचा फिरणारा पेंडुलम बनतो इलेक्ट्रोमॅग्नेटिक क्लच पॉवर चालू आणि बंद नियंत्रित करण्यासाठी जबाबदार आहे आणि टॉर्क सेन्सर यासाठी जबाबदार आहे टॉर्क मोजत आहे. ऑपरेशन दरम्यान टॉर्क मोजा.
दुसरा: दात असलेला बेल्ट आणि गियर रॅकमधून गेल्यानंतर, ते डावे आणि उजवे परस्पर भाषांतर बनते, नमुना AP हालचाली चालवते.
तिसरा: दात असलेला बेल्ट, बेव्हल गियर आणि स्टीयरिंग गियरद्वारे, ते टिबियाच्या फिरत्या स्विंगमध्ये रूपांतरित केले जाते, नमुना आतील आणि बाहेरच्या दिशेने फिरवते.
ट्रान्समिशन मार्ग खालील आकृतीमध्ये दर्शविला आहे.
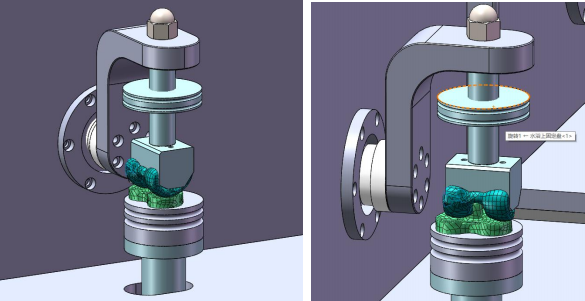
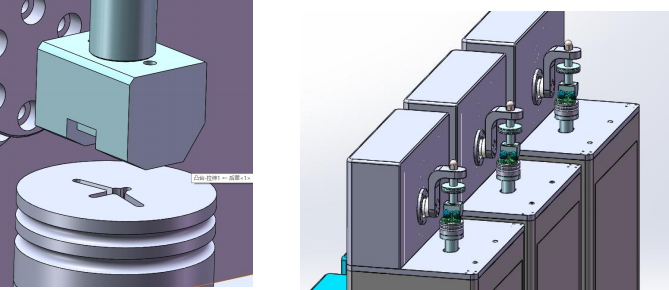
2.2 नमुना लोडिंग सिस्टम
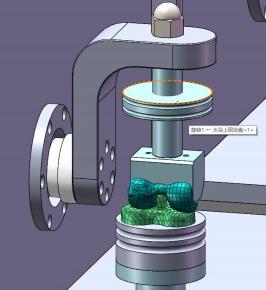
नमुना लोडिंग सिस्टीम गुडघ्याच्या सांध्यातील इम्प्लांट घटकांसाठी मानवी परिस्थितीत हालचालींच्या स्वातंत्र्याचे अनुकरण करते ते स्थापित आणि निश्चित केले जाते. यात माउंटिंग सीट, स्लाइडिंग सीट, नायलॉन सीट, रोलर, स्लाइडिंग स्लीव्ह इत्यादींचा समावेश आहे.
विशिष्ट अंमलबजावणी खालीलप्रमाणे आहे:
गुडघा संयुक्त वेअर टूलिंगची स्थापना तुलनेने क्लिष्ट आहे. कृपया आकृतीनुसार ते काटेकोरपणे स्थापित करा. याव्यतिरिक्त, संबंधित चॅनेल संलग्न आहेत.
कृपया वायर जोडताना संबंधित वायर नंबर वापरा.
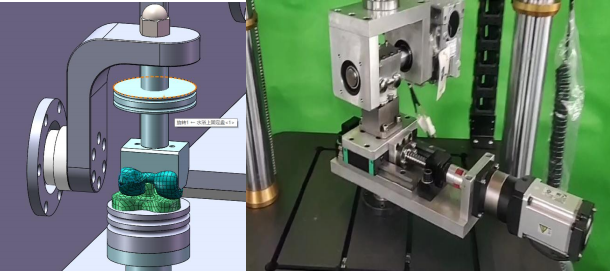
(आकृतीमध्ये दर्शविलेली रचना केवळ हालचालीचे तत्त्व दाखवण्यासाठी वापरली जाते, वास्तविक वस्तू प्रचलित असेल)
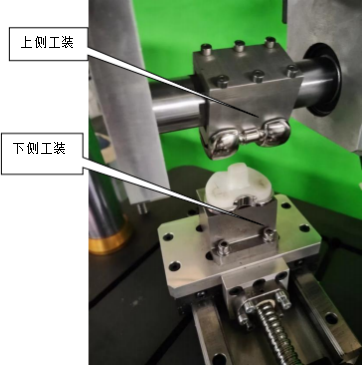

( आकृतीमध्ये दर्शविलेली रचना केवळ हालचालीचे तत्त्व प्रदर्शित करण्यासाठी वापरली जाते, वास्तविक वस्तू प्रबल होईल)
तुम्हाला चाचणी आवश्यकता पूर्ण करण्यासाठी नमुन्यानुसार वरच्या आणि खालच्या टूलिंगवर पुन्हा प्रक्रिया करणे आवश्यक आहे. (प्रत्येक उत्पादनाचा आकार तपशील बदलतो)

6. चॅनल निवड आणि संबंधित समायोजन
वरील चित्रासह, चॅनल तपासून कोणते चॅनल कार्यरत आहे ते तपासा. ISO 14243.3 कार्यान्वित करताना, 1-4 aisle निवडा, चॅनल 5 नंतरच्या अपग्रेडसाठी विस्तारित चॅनेल आहे. इतर एकल-अक्ष किंवा दुहेरी-अक्ष प्रयोगांसाठी, कृपया संबंधित चॅनेल निवडा.
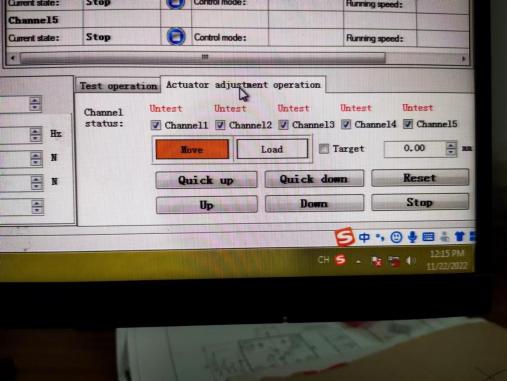
क्विक अप/अप = जलद लोडिंग/लोडिंग
क्विक डाउन/डाउन = क्विक डाउन/डाउन
7. ISO 14243.3 शी संबंधित, आकृतीमध्ये दर्शविल्याप्रमाणे, नियंत्रण वेव्हफॉर्म आयात करणे आवश्यक आहे:
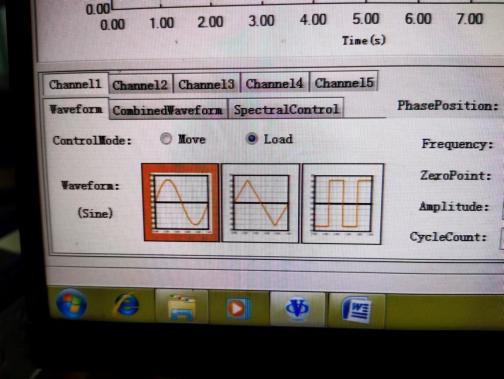
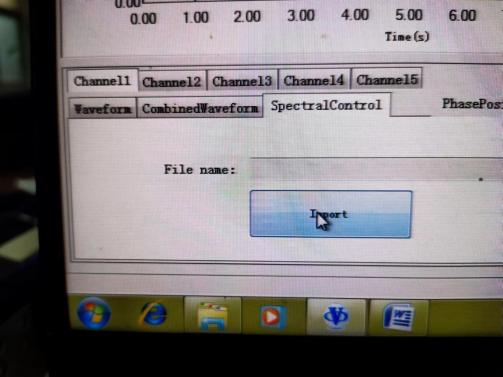
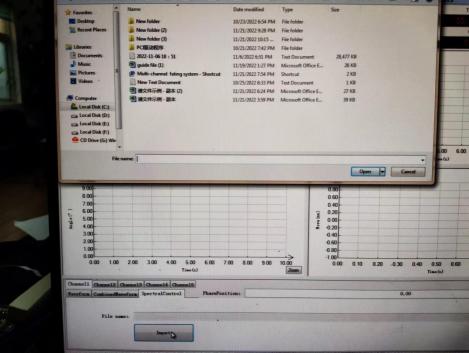
फॅक्टरी प्रीसेट वेव्हफॉर्म निवडा. तुम्हाला नवीन वेव्हफॉर्म किंवा कृती सेट करायची असल्यास, तुम्ही या फाइलमध्ये ते करू शकता. सुधारित करा आणि दुसऱ्या नावाने सेव्ह करा.
प्रत्येक चॅनेलसाठी तपशीलवार समायोजनासाठी, कृपया सिंगल-चॅनल सॉफ्टवेअर मॅन्युअल पहा.
8. संरक्षणाबद्दल:
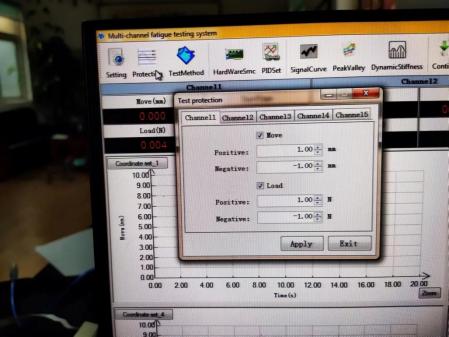
स्टार्ट क्लिक केल्यानंतर प्रयोग हलत नाही किंवा चालवला जाऊ शकत नाही, संरक्षण पर्यायांमध्ये सहनशीलतेच्या बाहेर कोणतेही पॅरामीटर्स सेट केले आहेत का ते तपासा.
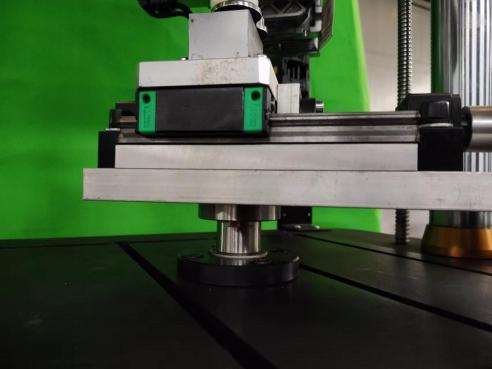
2.3 अक्षीय बल लोडिंग प्रणाली
हे मशीन स्प्रिंग लोडिंग स्ट्रक्चर स्वीकारते. लोडिंग मेकॅनिझम स्टेपर मोटरद्वारे चालविली जाते, जी वर्तुळाकार चाप दात असलेला बेल्ट, सिंक्रोनस पुली आणि अचूक बॉल स्क्रू जोडीद्वारे प्रसारित केली जाते आणि फोर्स ऍप्लिकेशन सीट चालविण्यासाठी अचूक रेखीय गती मार्गदर्शक रेलद्वारे मार्गदर्शन केले जाते. स्प्रिंग-लोड मेकॅनिझमसह फोर्स-अप्लायिंग सीट निश्चित केली जाते, जी स्प्रिंग कॉम्प्रेस केल्यानंतर स्लाइडिंग प्लॅटफॉर्मवर बल लागू करते. रोलरच्या नमुन्याच्या घर्षण पृष्ठभागांमधील चाचणी बल तयार होतो. अंतराळात पुढे आणि मागे जाण्यासाठी फोर्स सीट चालविण्यासाठी मोटार नियंत्रित करून, म्हणजेच चाचणी शक्तीचा वापर आणि परिमाण नियंत्रित केला जाऊ शकतो. फोर्स ऍप्लिकेशन सीटच्या प्लेनवर लोड सेन्सर स्थापित केला आहे. फोर्स सिग्नल गोळा करा. लिनियर मोशन बेअरिंग मार्गदर्शक चाचणी शक्तीचा वापर आणि स्थिरता सुनिश्चित करते. स्प्रिंग लोडिंग भाग लोड आणि अनलोड करणे सोपे आहे.
जेव्हा चाचणी बल लोड होण्यास सुरुवात होते, तेव्हा सेन्सर मायक्रोकॉम्प्युटर कंट्रोल सिस्टममध्ये प्रीसेट प्रेशर इनपुट करेल आणि प्रीसेट प्रेशर मायक्रोकॉम्प्युटर नंतर प्रीसेट प्रेशरसह सिस्टम प्रेशर संतुलित होईपर्यंत उलट करण्यासाठी मोटर नियंत्रित करतो.
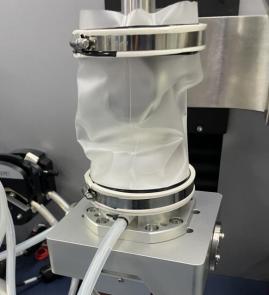
2.4 लोड सोकिंग सिस्टम
विसर्जन द्रव बॉक्स, एक हीटर, एक तापमान सेंसर, एक पेरीस्टाल्टिक पंप, एक सिलिकॉन ट्यूब इ.
ग्राहक नमुन्याच्या वास्तविक आकारानुसार दंडगोलाकार शेवटच्या पृष्ठभागावर पोझिशनिंग होलवर प्रक्रिया करू शकतात आणि क्लॅम्पिंग अँगल समायोज्य आहे. कोन समायोजित केल्यानंतर, डाव्या पोझिशनिंग स्लाइडरला लॉक करा.

 {819029} {2019} {2019}
{819029} {2019} {2019}
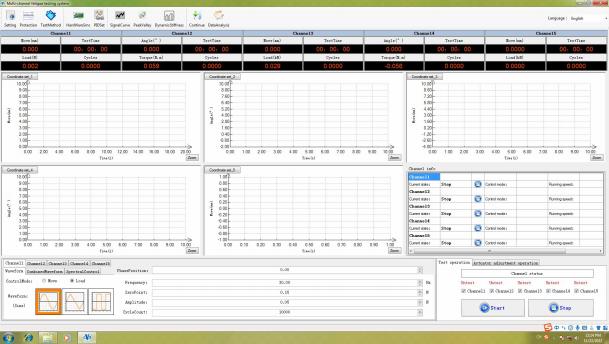
2.5 सॉफ्टवेअर नियंत्रण प्रणाली
कंट्रोल सिस्टीम कंट्रोल मशीनवर इन्स्टॉल केली आहे आणि कम्युनिकेशन केबलद्वारे टेस्ट होस्टशी कनेक्ट केलेली आहे. सॉफ्टवेअर ऑपरेटिंग वातावरण Windows XP आहे. कंट्रोल सॉफ्टवेअर हे ग्राफिकल इंटरएक्टिव्ह ऑपरेशन इंटरफेस आहे, जे सिस्टम स्टार्ट आणि स्टॉप, ऑपरेटिंग स्पीड, लोडिंग फोर्स, विसर्जन द्रव तापमान आणि सिस्टम ऑपरेशन डेटा जसे की अक्षीय बल, टॉर्क, तापमान, चाचणी वेळ नियंत्रित करण्यासाठी सूचना पाठवण्यासाठी जबाबदार आहे. चाचणी दरम्यान इ. गणना आणि प्रक्रिया केल्यानंतर, चाचणी फोर्स-टाइम, टॉर्क-टाइम आणि इतर डेटा वक्र चार्टच्या स्वरूपात आउटपुट केले जातात.
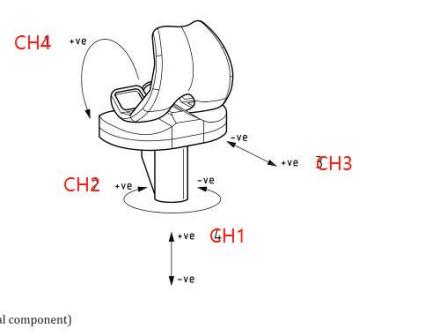
वरील चित्रासह, कोणते चॅनल कार्यरत आहे याची पुष्टी करण्यासाठी चॅनल तपासा. ISO 14243.3 कार्यान्वित करताना, 1-4 चॅनेल निवडा, 5 t हे चॅनेल पुढील अपग्रेडसाठी विस्तारित चॅनेल आहे. इतर एकल-अक्ष किंवा दुहेरी-अक्ष प्रयोगांसाठी, कृपया संबंधित चॅनेल निवडा.
क्विक अप/अप = जलद लोडिंग/लोडिंग
क्विक डाउन/डाउन = जलद अनइंस्टॉल/अनइंस्टॉल
7. ISO 14243.3 शी संबंधित, आकृतीमध्ये दर्शविल्याप्रमाणे, नियंत्रण वेव्हफॉर्म आयात करणे आवश्यक आहे:
फॅक्टरी प्री-मेड वेव्हफॉर्म निवडा. तुम्हाला नवीन वेव्हफॉर्म किंवा कृती सेट करायची असल्यास, तुम्ही या फाइलमध्ये ते सुधारू शकता. दुसऱ्या नावाने सेव्ह करा.
प्रत्येक चॅनेलसाठी तपशीलवार समायोजनासाठी, कृपया सिंगल-चॅनेल सॉफ्टवेअर मॅन्युअल पहा.
8. संरक्षणाबद्दल:
स्टार्ट क्लिक केल्यानंतर प्रयोग हलत नाही किंवा चालवला जाऊ शकत नाही, संरक्षण पर्यायांमध्ये सहनशीलतेच्या बाहेर कोणतेही पॅरामीटर्स सेट केले आहेत का ते तपासा.

 English
English
 Español
Español
 Português
Português
 русский
русский
 français
français
 日本語
日本語
 Deutsch
Deutsch
 Italiano
Italiano
 Nederlands
Nederlands
 ไทย
ไทย
 Polski
Polski
 한국어
한국어
 Svenska
Svenska
 magyar
magyar
 Malay
Malay
 বাংলা
বাংলা
 Dansk
Dansk
 Suomi
Suomi
 Pilipino
Pilipino
 Gaeilge
Gaeilge
 عربى
عربى
 norsk
norsk
 اردو
اردو
 čeština
čeština
 Ελληνικά
Ελληνικά
 Українська
Українська
 فارسی
فارسی
 தமிழ்
தமிழ்
 తెలుగు
తెలుగు
 नेपाली
नेपाली
 Burmese
Burmese
 български
български
 ລາວ
ລາວ
 Latine
Latine
 Қазақ
Қазақ
 Euskal
Euskal
 Azərbaycan
Azərbaycan
 slovenský
slovenský
 Македонски
Македонски
 Lietuvos
Lietuvos
 Eesti Keel
Eesti Keel
 Română
Română
 Slovenski
Slovenski
 मराठी
मराठी
 Српски
Српски
 עִברִית
עִברִית
 icelandic
icelandic
 Беларус
Беларус
 Монгол хэл
Монгол хэл
 Javanese
Javanese